CnxLast, la 16 November 2020 - 11:11 AM, a spus:
CnxLast, la 16 November 2020 - 11:11 AM, a spus:
Nu am limitari de spatiu ale camerei, usa are o inaltime de 2000 si o latime de 2000, nu am utilaj pentru ridicat sau mutat masina, podea de beton.
Lipsa unei macarale de atelier ingreuneaza mult ceea ce vrei sa faci. Doar ca exemplu, o placa de otel de 1100/1100 PRESUPUNAND ca firma ar fi putut freza aceasta dimensiune, la o grosime de minim-minimorum 2,5 cm (ca sa frezezi canale T in ea) ar fi insemnat vreo 235 kg; si daca faci o masa din 2 bucati x 1100x600 si tot inseamna vreo 128 kg fiecare din cele 2 bucati; cu ce le manipulezi ? 4 baieti care sa ridice fiecare 30 kg fiecare suna bine, dar trebuie sa mai aiba si loc unul langa altul cand transporta piesele/sau cand le descarca din masina care aduce placile de la frezat. Dupa care, o sa ai nevoie in decursul constructiei de mutat piese grele pe distante foarte mici; chiar daca folosesti pargii/leviere, vor fi momente cand o macara va fi indispensabila. Parerea mea: strategia de construire a masinii trebuie facuta in jurul resurselor pe care le ai la indemana. Fie cumperi 1 macara de atelier + 2 cordele + 1 talpa magnetica de 600 kg (cu care ridici maxim 300 kg) , ori micsorezi proiectul/masina/ori mai astepti pana cand bugetul devine mai generos. O macara de atelier auto este in jur de 1.000 lei (care spune ca ridica 2.5 tone dar e vrajeala, caci 2.5 tone le ridica teoretic la vreo 500 mm de axul vertical iar cursa de ridicare la 500 mm fata de axul vertical este mica , insa pentru 300 kg la distanta de 700 mm de axul vertical te poti baza); si mai bun ar fi un transpalet cu catarg care zice ca ridica 1000 kg la inaltime de 1,4 m, dar in realitate poti vreo 500 kg la 1 m fara sa ai emotii ca plezneste cilindrul hidraulic (e chinezesc !); acesta costa in jur de 3000-3500 lei, insa este evident mai versatil decat macaraua de atelier (transpaletul il poti folosi si ca macara, caci poti agata cordele de prindere chiar de furca, daca situatia iti cere).
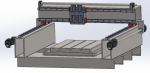
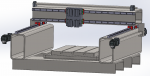
Ca si gandire, o placa de otel de 1100 mm/1000 mm sau 2 buc 1100 mm/ 600 mm, trebuie sa stea pe o constructie metalica sudata paralelilipedica, care si ea ar urma sa aiba niste sute de kg si care era rolul de a prelua incovoierile si torsiunile placilor frezate+ pieselor de prelucrat+ gantry-ului, din care sa ''rasara '' niste picioruse, pe care sa asezi placile frezate care vor constitui masa de lucru, iar rigidizarea placilor frezate trebuie gandita in jurul acolor picioruse. Cumva, nu scapi fara cateva piese de cateva sute de kg. In ipoteza ca ramai la dimensiunile initiale de 1100/1100 , vei putea sa ai 2 placi frezate de 1000/600 pe care sa le aliniezi la partea superioara, fiecare stand pe propriile picioruse. Deci un utilaj de ridicare / manipulare devine ''obligatoriu'', altfel micorezi proiectul. Atentie la placa de 1100 mm/600 mm: banuiesc ca te gandesti sa asezi sinele pentru gantry pe ele. Cand aria de frezare a masinii care ar urma sa-ti frezeze placile este de maxim 1000/600, presupunand ca directia de frezare este in lungul placii, si mai presupunand ca vor freza placile cu o freza plana de 50 mm, atunci pe primii 50 mm si pe ultimii 50 mm de la intrarea si iesirea din placa nu te poti baza ca sunt in acelasi plan cu restul placii. Ca atare din 1100 mm, te poti baza doar pe 1000 mm. Pe de alta parte, pe latimea de 600 mm ca sa te poti baza pe toti cei 600 mm ca fiind in acelasi plan, trebuie sa le ceri celor de firma care iti frezeaza sa faca doar treceri ''climb milling'', adica pleaca freza de la un capat catre celalalt pe o cursa de frezare de 1100mm, dupa care se intoarce 1100 mm in gol, dupa care iar intra in piesa pe rmatorii 1100 etc,etc, ceea ce aproape dubleaza timpul lor de masina, deci nu ar fi absurd sa-ti ceara un pic mai mult pentru asta.
 Ajutor
Ajutor






 Citare Multipla
Citare Multipla