CnxLast, la 03 November 2020 - 01:26 AM, a spus:
CnxLast, la 03 November 2020 - 01:26 AM, a spus:
Multumesc.
a) 952mm
B) 15kg
c) 230mm
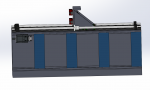
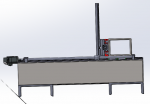
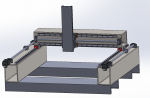
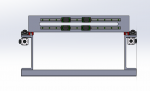
Ipoteza 1: Lungime sprijinita gantry 952 mm; Inaltime sub gantry 300 mm; Sectiune gantry 150/150/5; masa axa Z 15 kg; distanta axa gantry - axa motor de frezare 230 mm, forta de frezare 50 N (mai mult decat poate motorul de 2,2 kw) . Parametrul cel mai dificil de controlat, care tine exclusiv de dimensiuni, grosimi, lungimi, este rotatia (torsiunea) pe care o sufera gantry-ul datorita fortelor excentrice fata de axa sa. Aceasta torsiune genereaza un unghi de rotatie al gantry-ului in raport cu propria axa de revolutie, deci implicit al motorului de frezare . Unghiul respectiv are influienta cea mai mica imediat sub gantry si cea mai mare la capatul cursei Z , adica unde freza ''atinge'' masa. Concret, in Ipoteza 1, unghiul de rotatie al gantry-ului, deci implicit al motorului de frezat fata de perpendiculara pe masa de lucru este 0,0056 grade, care face ca scula de frezat sa se ''deplaseze'' pe orizontal fata de perpendiculara pe masa cu urmatoarele valori: 1) la cursa maxima de 375 mm fata de axul gantry-ului (300 mm sub gantry + 75 mm distanta pana la axul gantry-ului) abaterea orizontala a sculei de frezat fata de perpendiculara pe masa este de 0,037 mm; 2) la 300 mm fata de axul gantry-ului, abaterea pe orizontala a sculei de frezat fata de perpendiculara pe masa este de 0,028 mm; 3) la 250 mm abaterea este 0,023 mm; 4) la 200 mm abaterea este de 0,018 mm; 5) la 150 mm abaterea este de 0,013 mm; 6) la 100 mm abaterea este de 0,0088 mm. Deci daca frezezi la o distanta de 100 mm fata de axa gantry-ului (la 25 mm sub marginea gantry-ului), abaterea pe orizontala a sculei de frezat fata de verticala este sub 1 sutime.
Ipoteza 2: aceiasi parametri, doar ca sectiunea profilului gantry-ului are grosime de 8mm in loc de 5 mm. Atunci: 1) la 375 mm= 0,024 mm; 2) la 300 mm=0,019 mm; 3) la 250 mm=0,015 mm; 4) la 200 mm =0,012 mm; 5) la 150 mm=0,0088 mm
Ipoteza 3: aceiasi parametri, doar ca sectiunea profilului gantry-ului este de 200/200/5 mm. Atunci: 1) la 400 mm fata de axa gantry, abaterea va fi de 0,016 mm; 2) la 350 mm = 0,012 mm; 3) la 300 mm = 0.012 mm; 4) la 250 mm = 0,0096 mm.
Acuma tine de tine ce proiecte vei avea de frezat. pentru orice alt material decat metal, chiar si ipoteza 1 este overkill. Punctul slab nu va fi gantry-ul ci altceva (motor, vibratii, lipsa de alinieri/perpendicularitati/paralelisme, etc, etc). Daca vrei sa frezezi aluminiu te ajuta oricare din cele 3 variante, diferenta fiind ca pentru a avea o abatere orizontala a frezei de sub 1 sutime , in ipoteza 1 trebuie sa ridici piesa de frezat la 275 mm fata de masa, in ipoteza 2 la 225 mm fata de masa, iar in ipoteza 3 la 150 mm fata de masa. Daca vei vrea mai tarziu sa pui un motor mai greu, ipoteza 3 este mai buna, caci unghiul de torsiune se va mari, deci automat si inaltimile de sub gantry pana la care vei putea freza cu o abatere orizontala de sub 1 sutime. Aceasta abatere orizontala de sub 1 sutime este un prag subiectiv pe care mi l-am stabilit eu, lucrand doar cu metale. Pentru 99,99% din proiecte de hobisti, acest prag este ne-necesar. Tu va trebui sa-ti stabileste pragul tau de acceptabilitate; e bine de stiut ca la lemne abaterile se judeca in mm, la plastice in zecimi de mm iar la metale in sutimi.
Aceasta postare a fost editata de steelmind: 03 November 2020 - 10:17 AM
 Ajutor
Ajutor








 Citare Multipla
Citare Multipla