 Ajutor
Ajutor



Merci pentru link.
Am fost intrebat mai sus..., tot cu PTE-G imprim si eu.
In cea ce privesc setarile intradevar sant prea multe momentan nu intreb precis ce deoarece eu folosesc in continuare EasyPrint...., m-am obisnuit cu el + dorinta de "a imprima", acesta e simplist si nu putem compara setarile totusi am intrebat mai sus primele randuri (la mine 3) ale peretilor la tine cum sant imprimat? ca si viteza ma refer pentru ca la mine primul sad e imprimat cu viteza setata iar urmatoarele doua cu viteza aproape dubla de zici ca-mi sare imprinanta de pe masa.
Si mai e o mica chestiune, cand se misca dintr-un punct in altul, in gol, are tendinta de a lasa un fir subtire ca de paianjen si astfel se formeaza o "matase", daca te uiti la filmuletul pus de mine mai sus se pot vedea acele firicele, am incercat diverse setari in sensul ca i-am dat retrac la schimbare de layere inclusiv sa salte axa Z dar tot nu scap de acele firicele, tu te confrunti cu asa ceva? viteza de imprimare 60mm/s, in gol 80mm/s, 225 grade temperatura cap.
Si mi-am impacat si nevasta, aveam o chiuveta modificata cu sifon din inox care nu avea sita si tot cautam sa-i fac/adaptez ceva, cu imprimanta am reusit in sfarsit sa-i fac o sita/capac, verde deschis :)
Recomandare imprimanta 3D
 Citare Multipla
Citare Multipla
#452
 gyany_eugen
gyany_eugen 

- Membru de onoare
-

- Grup: Members
- Postari: 977
- Inregistrat: 17-December 10
- Gender:Male
-
Interests:Electronica, IT
Aeromodelism
Postat 03 December 2017 - 08:50 AM
Cu firele alea am avut si eu probleme, se cheama ooze. Daca ai ooze control, trebuie sa setezi retractia filamentului. In momentul in care se misca duza catre alt punct, filamentul trebuie sa se retraga in sus. La mine am setat: retraction distanece 2.00 mm, retraction vertical lift 0,6 mm, retraction speed 3000 mm/min, wipe nozzle bifat si wipe Distance 5.00 mm.
Primary Layer Heigh0.25 mm, top solid layers 4, bottom solid layers 4, outline /perimeter shells 1.
Sunt foarte multe setari si bineinteles toate sunt dependente una de alta.
Eu printez cu 220 grade si iese foarte bine. Daca temperatura este prea mare... curge si face panza de paianjen. Iarasi un aspect important este viteza de miscare dintr-un punct in altul, cand se ridica extruderul pentru a incepe din alt punct. Daca viteza asta e prea mica filamentul are timp sa curga.
Primary Layer Heigh0.25 mm, top solid layers 4, bottom solid layers 4, outline /perimeter shells 1.
Sunt foarte multe setari si bineinteles toate sunt dependente una de alta.
Eu printez cu 220 grade si iese foarte bine. Daca temperatura este prea mare... curge si face panza de paianjen. Iarasi un aspect important este viteza de miscare dintr-un punct in altul, cand se ridica extruderul pentru a incepe din alt punct. Daca viteza asta e prea mica filamentul are timp sa curga.
Extra 330, Izicraft, Le Shark, No Brainer Glider, Flytrap Wing, Cessna 182, Easy Star 2, Spitfire Marine
Turnigy 9x -Er9x
Turnigy 9x -Er9x
#453
bbogdanmircea

- Senior
-
- Grup: Members
- Postari: 267
- Inregistrat: 25-October 07
Postat 03 December 2017 - 10:31 AM
Nu chiar întrebam ce vioaie, dacă bipaie calculatorul sau este pe plăcuța cu drivere vreun buzzer ceva . Acum am înțeles . La mine nu e nevoie că oricum la ce zgomot face îmi dau seama imediat când a terminat . Momentan printez și eu pe sticlă, cu patul la 30, dar dacă nu îi dau lipici de cam desprinde piesa .
CU FIECARE NOAPTE NEDORMITA ADAUGI O ZI LA VIATA TA.
#454
mihaighe
- Senior
-
- Grup: Members
- Postari: 460
- Inregistrat: 29-January 10
- Gender:Male
- Location:Bacau
Postat 03 December 2017 - 11:22 AM
 bbogdanmircea, la 03 December 2017 - 10:31 AM, a spus:
bbogdanmircea, la 03 December 2017 - 10:31 AM, a spus:
Momentan printez și eu pe sticlă, cu patul la 30, dar dacă nu îi dau lipici de cam desprinde piesa .
Pune banda albastra,o sa fi placut surprins.
#455
nickrvl
- Senior
-
- Grup: Members
- Postari: 296
- Inregistrat: 18-November 16
- Gender:Male
- Location:Rm Valcea
Postat 03 December 2017 - 11:57 AM
Am o problema, am renuntat la EasyPrint, consuma resurse de-mi ingheata calculatorul, am trecut la Repetier-Host insa nu reusesc sa imprim un cub complet, il imprima fara capac/tavan/bottom.
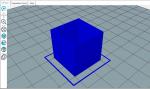
Am incercat sa-i dau si suport insa cu acelas rezultat, banuiesc ca acel suport are efect doar pe exterior..., dar totusi cum pot imprima un cub plin/cu capac?

Setari:

Am incercat sa-i dau si suport insa cu acelas rezultat, banuiesc ca acel suport are efect doar pe exterior..., dar totusi cum pot imprima un cub plin/cu capac?
Setari:
#457
gyany_eugen
- Membru de onoare
-
- Grup: Members
- Postari: 977
- Inregistrat: 17-December 10
- Gender:Male
-
Interests:Electronica, IT
Aeromodelism
Postat 03 December 2017 - 01:37 PM
Asculta-l pe Mihai.
Cura/S3D, banda albastra fara lipici, 220 grade/70 grade. Ala e o gluma de program. Ca sa fac o comparatie Paint din Windows cu Corel Photo Paint.
Ce fel de cub plin cu capac? O cutie sub forma de cub? Ce dimensiuni?
Asta e sistemul meu si merg pe 32 bit, pe 64 si la mine ingheta sistemul. Am instalat SO acum 4 ani si merge super si in ziua de azi.
Cura/S3D, banda albastra fara lipici, 220 grade/70 grade. Ala e o gluma de program. Ca sa fac o comparatie Paint din Windows cu Corel Photo Paint.
Ce fel de cub plin cu capac? O cutie sub forma de cub? Ce dimensiuni?
Asta e sistemul meu si merg pe 32 bit, pe 64 si la mine ingheta sistemul. Am instalat SO acum 4 ani si merge super si in ziua de azi.
Thumbnail atasat
Extra 330, Izicraft, Le Shark, No Brainer Glider, Flytrap Wing, Cessna 182, Easy Star 2, Spitfire Marine
Turnigy 9x -Er9x
Turnigy 9x -Er9x
#458
nickrvl
- Senior
-
- Grup: Members
- Postari: 296
- Inregistrat: 18-November 16
- Gender:Male
- Location:Rm Valcea
Postat 03 December 2017 - 02:29 PM
Cine sa fie gluma Repetier-Host? nu este deoarece se bazeaza pe Cura si/sau Slic3r.
Problema mea cu acel cub de 20mm "cu capac" :) (am pus poza mai sus sa se vada cum arata, eu l-am proiectat cub si programul la transformat in cutie...) era de fapt din Cura, din setarile din ea, pentru ca Repetier executa ce setaria are Cura.
Oricum cardul nu rezolva aceasta problema :)
Laptopul care "ingheta" cu EasyPrint e un Celeron (nu stiu cat ca l-am inchis) pe 64 biti insa cu Repetier merge bine.
Acum sant pe desktop-ul meu mai vechi si care se descurca inzecit fata de laptop.

Problema mea cu acel cub de 20mm "cu capac" :) (am pus poza mai sus sa se vada cum arata, eu l-am proiectat cub si programul la transformat in cutie...) era de fapt din Cura, din setarile din ea, pentru ca Repetier executa ce setaria are Cura.
Oricum cardul nu rezolva aceasta problema :)
Laptopul care "ingheta" cu EasyPrint e un Celeron (nu stiu cat ca l-am inchis) pe 64 biti insa cu Repetier merge bine.
Acum sant pe desktop-ul meu mai vechi si care se descurca inzecit fata de laptop.
Aceasta postare a fost editata de nickrvl: 03 December 2017 - 02:30 PM
#459
gyany_eugen
- Membru de onoare
-
- Grup: Members
- Postari: 977
- Inregistrat: 17-December 10
- Gender:Male
-
Interests:Electronica, IT
Aeromodelism
Postat 03 December 2017 - 02:39 PM
nickrvl, la 03 December 2017 - 02:29 PM, a spus:
EasyPrint
Extra 330, Izicraft, Le Shark, No Brainer Glider, Flytrap Wing, Cessna 182, Easy Star 2, Spitfire Marine
Turnigy 9x -Er9x
Turnigy 9x -Er9x
#460
bbogdanmircea
- Senior
-
- Grup: Members
- Postari: 267
- Inregistrat: 25-October 07
Postat 04 December 2017 - 11:23 AM
Eu folosesc Repetier Host cu "gluma" de Cura, intr-adevar e o versiune mai veche dar la mine merge de minune .
Probabil ai proiectat sau exportat tu ceva prost in .stl, oricum poti sa te uiti la G-Code strat cu strat cum o sa arate ...
Ti-am mai spus ia intai ceva obiecte de pe thingiverse ptr calibrare bridge, retraction etc., ca sa perfectionezi setarile, apoi dupa ce esti
destul de sigur poti sa iti faci tu propriile structuri ...
Incearca si Imagine3D, doar ptr generare G-Code, dar pentru ce ai tu nevoie acel Cura din Repetier e ultra suficient .
Are toate optiunile de care ai tu nevoie si chiar mai mult .
Din printrscreen la setari doar acel infill overlap de 99% pare dubios ... din amintiri cred ca e cat trebuie sa se suprapuna liniile de infill unele peste altele, eu folosesc 15% cred ...
Eu printez la 0.3 de obicei din Repetier Host, in principiu daca adera primul strat fara probleme, dup-aia nu mai am treaba .
Daca vrei iti dau setarile mele de la Cura si le adaptezi la imprimanta ta, ca eu printez fara endstopuri .
Probabil ai proiectat sau exportat tu ceva prost in .stl, oricum poti sa te uiti la G-Code strat cu strat cum o sa arate ...
Ti-am mai spus ia intai ceva obiecte de pe thingiverse ptr calibrare bridge, retraction etc., ca sa perfectionezi setarile, apoi dupa ce esti
destul de sigur poti sa iti faci tu propriile structuri ...
Incearca si Imagine3D, doar ptr generare G-Code, dar pentru ce ai tu nevoie acel Cura din Repetier e ultra suficient .
Are toate optiunile de care ai tu nevoie si chiar mai mult .
Din printrscreen la setari doar acel infill overlap de 99% pare dubios ... din amintiri cred ca e cat trebuie sa se suprapuna liniile de infill unele peste altele, eu folosesc 15% cred ...
Eu printez la 0.3 de obicei din Repetier Host, in principiu daca adera primul strat fara probleme, dup-aia nu mai am treaba .
Daca vrei iti dau setarile mele de la Cura si le adaptezi la imprimanta ta, ca eu printez fara endstopuri .
CU FIECARE NOAPTE NEDORMITA ADAUGI O ZI LA VIATA TA.
#461
nickrvl
- Senior
-
- Grup: Members
- Postari: 296
- Inregistrat: 18-November 16
- Gender:Male
- Location:Rm Valcea
Postat 04 December 2017 - 11:44 AM
Acesta in afara de Cura mai cuprinde si Slic3r, de la EasyPrint am trecut acum la Repetier Host cu setari din Slic3r, oricum e un pas inainte...
Cand vorbeam mai sus de Cura mi-am adus aminte de Slic3r si am renuntat momentan la aceasta dar ar fi interesant de vazut ceva setari in Cura pentru o piesa plina cam de 20mm in forma de U cu pereti de 5mm (sant la servici nu am fisierul) cam ce setari sar face in Cura pentru aceasta? PTE-G de 1,75, 225 grade extruder si fara ventilator de racire a piesei, poate poti sa-mi dai un exemplu.
Oricum Cura e foarte complicata si mai am pana ce o sa ajung la ea.
Cand vorbeam mai sus de Cura mi-am adus aminte de Slic3r si am renuntat momentan la aceasta dar ar fi interesant de vazut ceva setari in Cura pentru o piesa plina cam de 20mm in forma de U cu pereti de 5mm (sant la servici nu am fisierul) cam ce setari sar face in Cura pentru aceasta? PTE-G de 1,75, 225 grade extruder si fara ventilator de racire a piesei, poate poti sa-mi dai un exemplu.
Oricum Cura e foarte complicata si mai am pana ce o sa ajung la ea.
#462
gyany_eugen
- Membru de onoare
-
- Grup: Members
- Postari: 977
- Inregistrat: 17-December 10
- Gender:Male
-
Interests:Electronica, IT
Aeromodelism
Postat 04 December 2017 - 01:37 PM
bbogdanmircea, la 04 December 2017 - 11:23 AM, a spus:
Eu folosesc Repetier Host cu "gluma" de Cura, intr-adevar e o versiune mai veche dar la mine merge de minune .
Cura e ok, gluma ziceam la Easy print. Si eu tot o versiune mai veche de Cura am instalat si e ok.
Extra 330, Izicraft, Le Shark, No Brainer Glider, Flytrap Wing, Cessna 182, Easy Star 2, Spitfire Marine
Turnigy 9x -Er9x
Turnigy 9x -Er9x
#463
gyany_eugen
- Membru de onoare
-
- Grup: Members
- Postari: 977
- Inregistrat: 17-December 10
- Gender:Male
-
Interests:Electronica, IT
Aeromodelism
Postat 04 December 2017 - 01:54 PM
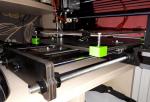
Am instalat coolerul pentru filament. E ok ca si dimensiuni, nu atinge suruburile patului si pare a directiona jetul de aer spre varful duzei.
Proba de foc la un bridge mai lung.
Proba de foc la un bridge mai lung.
Thumbnail atasat


Extra 330, Izicraft, Le Shark, No Brainer Glider, Flytrap Wing, Cessna 182, Easy Star 2, Spitfire Marine
Turnigy 9x -Er9x
Turnigy 9x -Er9x
#464
bbogdanmircea
- Senior
-
- Grup: Members
- Postari: 267
- Inregistrat: 25-October 07
Postat 04 December 2017 - 03:33 PM
slic3r din pacate cel inclus in Repetier Host cel putin, este slabut fata de CURA, are mult mai multe optiuni dar ofera cumva mai putin .
Ca si idee aceeasi piesa facuta cu profilul de slic3r si cu cel de CURA, cand o printez, pe CURA dureaza mai putin si rezultatul este mai placut .
In schimb slic3r parca are setari mai multe, l-am folosit la inceput foarte mult pe Printrbot, acolo aveam probleme de zgomot daca faceam infill pe diagonala, asa ca faceam infill alternativ ba pe X ba pe Y, plus alte setari .
Eu n-am folosit PETG pana acum, incerc sa export profilul de CURA pe care il am acum in Repetier Host daca vrei, si apoi sa-l adaptezi la tine, dar mare parte din setari sunt pe default, am scazut viteza la primul strat destul de mult, pus Brim de vreo 2 mm ca sa am timp sa vad daca se prinde bine primul strat, shell cred ca e 0.8 mm la mine, primul strat extrusion width la 125%, tip de infill pe automat, ventilatorul ptr cooling l-am pus ca viteza intre 50 si 75%, timp minim pentru un layer 5s cred, retraction (am bowden) la 2 mm, cam astea sunt principalele schimbari in rest le-am lasat pe default.
la eugen ce sa mai zic, felicitari ! Ai invatat extrem de repede ! Foarte interesanta conducta de racire, eu am ceva asemanator doar ca suflu doar dintr-o parte nu e de tip vortex. Coolerul de genul asta e foarte puternic, trebuie limitata viteza maxima ca raceste piesa prea tare chiar la 100% .
Ca si idee aceeasi piesa facuta cu profilul de slic3r si cu cel de CURA, cand o printez, pe CURA dureaza mai putin si rezultatul este mai placut .
In schimb slic3r parca are setari mai multe, l-am folosit la inceput foarte mult pe Printrbot, acolo aveam probleme de zgomot daca faceam infill pe diagonala, asa ca faceam infill alternativ ba pe X ba pe Y, plus alte setari .
Eu n-am folosit PETG pana acum, incerc sa export profilul de CURA pe care il am acum in Repetier Host daca vrei, si apoi sa-l adaptezi la tine, dar mare parte din setari sunt pe default, am scazut viteza la primul strat destul de mult, pus Brim de vreo 2 mm ca sa am timp sa vad daca se prinde bine primul strat, shell cred ca e 0.8 mm la mine, primul strat extrusion width la 125%, tip de infill pe automat, ventilatorul ptr cooling l-am pus ca viteza intre 50 si 75%, timp minim pentru un layer 5s cred, retraction (am bowden) la 2 mm, cam astea sunt principalele schimbari in rest le-am lasat pe default.
la eugen ce sa mai zic, felicitari ! Ai invatat extrem de repede ! Foarte interesanta conducta de racire, eu am ceva asemanator doar ca suflu doar dintr-o parte nu e de tip vortex. Coolerul de genul asta e foarte puternic, trebuie limitata viteza maxima ca raceste piesa prea tare chiar la 100% .
Aceasta postare a fost editata de bbogdanmircea: 04 December 2017 - 03:37 PM
CU FIECARE NOAPTE NEDORMITA ADAUGI O ZI LA VIATA TA.
#465
nickrvl
- Senior
-
- Grup: Members
- Postari: 296
- Inregistrat: 18-November 16
- Gender:Male
- Location:Rm Valcea
Postat 04 December 2017 - 04:03 PM
Apropos de ventilatoare, Eugen, cum l-ai alimentat? intreb pentru ca vad in programele gen Repetier Host comanda de tip FAN On/Of si viteza regalabila...., la ventilatoarele pe care le am acum pe masina nu are efect, e vreo mufa pe placa la care se poate alimenta ventilatorul in idea de a avea viteza variabila?
#466
bbogdanmircea
- Senior
-
- Grup: Members
- Postari: 267
- Inregistrat: 25-October 07
Postat 05 December 2017 - 11:46 AM
Toate placile au mufa pentru ventilator care da comanda in PWM .
Depinde ce placa ai, trebuie sa cauti schema si sa vezi unde sa-l conectezi .
Din pacate aseara nu a mers rhcforum ca sa pun exporturile de configuratii de la Cura .
Depinde ce placa ai, trebuie sa cauti schema si sa vezi unde sa-l conectezi .
Din pacate aseara nu a mers rhcforum ca sa pun exporturile de configuratii de la Cura .
Aceasta postare a fost editata de bbogdanmircea: 05 December 2017 - 11:47 AM
CU FIECARE NOAPTE NEDORMITA ADAUGI O ZI LA VIATA TA.
#467
mihaighe
- Senior
-
- Grup: Members
- Postari: 460
- Inregistrat: 29-January 10
- Gender:Male
- Location:Bacau
Postat 05 December 2017 - 12:00 PM
bbogdanmircea, la 04 December 2017 - 03:33 PM, a spus:
trebuie limitata viteza maxima ca raceste piesa prea tare chiar la 100% .
Se seteaza din slicer mai putin (30-60% cat vrei tu).
#468
gyany_eugen
- Membru de onoare
-
- Grup: Members
- Postari: 977
- Inregistrat: 17-December 10
- Gender:Male
-
Interests:Electronica, IT
Aeromodelism
Postat 05 December 2017 - 12:14 PM
nickrvl, la 04 December 2017 - 04:03 PM, a spus:
Apropos de ventilatoare, Eugen, cum l-ai alimentat? intreb pentru ca vad in programele gen Repetier Host comanda de tip FAN On/Of si viteza regalabila...., la ventilatoarele pe care le am acum pe masina nu are efect, e vreo mufa pe placa la care se poate alimenta ventilatorul in idea de a avea viteza variabila?
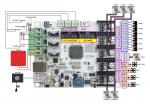
Este alimentat din mufa cu control PWM din care se poate controla cand sa porneasca si la ce turatie.
Este prima mufa din foto de sub mufa motorului axei Z.
M106 - Fan on
M107 - Fan off
Exempul
M106 S255 Fan full speed (unde ,,s" este turatia de la 0 la 255)
Thumbnail atasat
Extra 330, Izicraft, Le Shark, No Brainer Glider, Flytrap Wing, Cessna 182, Easy Star 2, Spitfire Marine
Turnigy 9x -Er9x
Turnigy 9x -Er9x
#469
nickrvl
- Senior
-
- Grup: Members
- Postari: 296
- Inregistrat: 18-November 16
- Gender:Male
- Location:Rm Valcea
Postat 05 December 2017 - 02:25 PM
Bogdan nu e problema.
Eugen, mea culpa, nu am verificat schema. Inteleg si cu acele comenzi in g-code insa trebuie sa verific daca-i pot controla turatia din cursorul din program. Si apropos de conectori, ce fel de conector sau cum se numeste acela de care vorbim? M-ar interesa unul pentru cablul de la ventilator "special" pentru mufa de pe PCB.
Ieri am schimbat din nou tipul de reglaj al patului cald, am trecut de la "fluturi" la rozetele acelea cea ce sa dovedit un pas inainte iar acum am renuntat si la astea pentru ca tot cam incomode sant, am facut coltare cu piulita pe dedesubt iar reglajul il fac pe deasupra cu un imbus tip surubelnita, cu mult mai bine si asa ramane. Poze diseara ca nu a "mers" forumul ieri/azi.
Am uitat sa spun, de fapt ce ma incanta la aceasta imprimanta e faptul ca se materializeaza cea ce-mi "imaginez" pe calculator, de la un proiect 3D "fictiv" la realitate, inclusiv acele coltare le-am facut singur chiar daca nu sant perfectiunea intruchipata insa....., sant facute de mine :)
Eugen, mea culpa, nu am verificat schema. Inteleg si cu acele comenzi in g-code insa trebuie sa verific daca-i pot controla turatia din cursorul din program. Si apropos de conectori, ce fel de conector sau cum se numeste acela de care vorbim? M-ar interesa unul pentru cablul de la ventilator "special" pentru mufa de pe PCB.
Ieri am schimbat din nou tipul de reglaj al patului cald, am trecut de la "fluturi" la rozetele acelea cea ce sa dovedit un pas inainte iar acum am renuntat si la astea pentru ca tot cam incomode sant, am facut coltare cu piulita pe dedesubt iar reglajul il fac pe deasupra cu un imbus tip surubelnita, cu mult mai bine si asa ramane. Poze diseara ca nu a "mers" forumul ieri/azi.
Am uitat sa spun, de fapt ce ma incanta la aceasta imprimanta e faptul ca se materializeaza cea ce-mi "imaginez" pe calculator, de la un proiect 3D "fictiv" la realitate, inclusiv acele coltare le-am facut singur chiar daca nu sant perfectiunea intruchipata insa....., sant facute de mine :)
Aceasta postare a fost editata de nickrvl: 05 December 2017 - 02:28 PM
#470
gyany_eugen
- Membru de onoare
-
- Grup: Members
- Postari: 977
- Inregistrat: 17-December 10
- Gender:Male
-
Interests:Electronica, IT
Aeromodelism
Postat 05 December 2017 - 02:49 PM
E 100% functionabil si din cursor si din coduri.
Mufa este XH2.54 Linkul meu
Eu am inlocuit si piulitele fluture de la tensionarea curelelor tot cu piulite printate. Personal reglez mai usor asa, doar cu mana fara surubelnita. Suruburile la mine sunt prinse de pat cu piulita, nu se mai pot invarti, astfel ca atunci cand rotesc piulita patul urca sau coboara.
Mufa este XH2.54 Linkul meu
Eu am inlocuit si piulitele fluture de la tensionarea curelelor tot cu piulite printate. Personal reglez mai usor asa, doar cu mana fara surubelnita. Suruburile la mine sunt prinse de pat cu piulita, nu se mai pot invarti, astfel ca atunci cand rotesc piulita patul urca sau coboara.
Aceasta postare a fost editata de gyany_eugen: 05 December 2017 - 02:52 PM
Extra 330, Izicraft, Le Shark, No Brainer Glider, Flytrap Wing, Cessna 182, Easy Star 2, Spitfire Marine
Turnigy 9x -Er9x
Turnigy 9x -Er9x
#471
gyany_eugen
- Membru de onoare
-
- Grup: Members
- Postari: 977
- Inregistrat: 17-December 10
- Gender:Male
-
Interests:Electronica, IT
Aeromodelism
Postat 05 December 2017 - 03:26 PM
Si o poza.
Thumbnail atasat

Extra 330, Izicraft, Le Shark, No Brainer Glider, Flytrap Wing, Cessna 182, Easy Star 2, Spitfire Marine
Turnigy 9x -Er9x
Turnigy 9x -Er9x
#475
nickrvl
- Senior
-
- Grup: Members
- Postari: 296
- Inregistrat: 18-November 16
- Gender:Male
- Location:Rm Valcea
Postat 05 December 2017 - 10:30 PM
Ba da, acolo, dar se asaza cum trebuie, in poza e miscata din pozitie.
Oricum ca si problema majora si de care nu pot sa scap sant suruburile axei Z, daca pe ele le-am indreptat cat de cat atunci nu ma inteleg cu acele cuplaje elastice, bat indiferent cum le-as strange sau fixa, am incercat in fel si fel de moduri sa le strang, slabesc, sa le urc, cobor, sa le schimb intre ele insa tot bat...., momentan renunt ca ma lasa nervii si incerc sa gasesc alta solutie. M-ar incanta motoare cu suruburi bagate in loc de ax, pe interiorul motorului, si astfel sa le schimb cu totul...
Ceva de genul:

Oricum ca si problema majora si de care nu pot sa scap sant suruburile axei Z, daca pe ele le-am indreptat cat de cat atunci nu ma inteleg cu acele cuplaje elastice, bat indiferent cum le-as strange sau fixa, am incercat in fel si fel de moduri sa le strang, slabesc, sa le urc, cobor, sa le schimb intre ele insa tot bat...., momentan renunt ca ma lasa nervii si incerc sa gasesc alta solutie. M-ar incanta motoare cu suruburi bagate in loc de ax, pe interiorul motorului, si astfel sa le schimb cu totul...
Ceva de genul:
#476
mihaighe
- Senior
-
- Grup: Members
- Postari: 460
- Inregistrat: 29-January 10
- Gender:Male
- Location:Bacau
Postat 05 December 2017 - 10:55 PM
nickrvl, la 05 December 2017 - 10:30 PM, a spus:
Oricum ca si problema majora si de care nu pot sa scap sant suruburile axei Z, daca pe ele le-am indreptat cat de cat atunci nu ma inteleg cu acele cuplaje elastice, bat indiferent cum le-as strange sau fixa, am incercat in fel si fel de moduri sa le strang, slabesc, sa le urc, cobor, sa le schimb intre ele insa tot bat...., momentan renunt ca ma lasa nervii si incerc sa gasesc alta solutie. M-ar incanta motoare cu suruburi bagate in loc de ax, pe interiorul motorului, si astfel sa le schimb cu totul...
Ceva de genul:
 m.jpg
m.jpg
Ceva de genul:
m.jpgTine de noroc,sant prost executate,la mine la Anet A6 si la Geeetech I3 plusB merg bine sant centrate,dar la cele 2 miniCNC este jale discentrate total,o sa incec sa printez unele sa vad daca bat.
Daca schimbi cu motor cu surubul direct din el ai grija ca are alt pas(tu ai M8) si trebuie sa incarci in placa un firmware modificat corespunzator.
Aceasta postare a fost editata de mihaighe: 05 December 2017 - 10:58 PM
#477
djtaotao
- Membru de onoare
-
- Grup: Members
- Postari: 995
- Inregistrat: 27-January 11
- Gender:Male
- Location:Sibiu
Postat 06 December 2017 - 07:13 AM
Puteti incerca si cuplajele astea: https://www.ebay.com...id=292342321024
#478
gyany_eugen
- Membru de onoare
-
- Grup: Members
- Postari: 977
- Inregistrat: 17-December 10
- Gender:Male
-
Interests:Electronica, IT
Aeromodelism
Postat 06 December 2017 - 07:38 AM
La cuplaje se strange intai surubul care inchide gaura, apoi surubul care fixeaza cuplajul de ax si surub. Axul motorului cat si tija filetata trebuie introduse in cuplaj in jur de 6 mm. Incearca sa verifici tijele filetate pe o suprafata plana, tot pe acea suprafata le si indrepti, putin cate putin. La mine a durat in jur de jumatate de ora pentru fiecare in parte. Lubrefiaza tijele filetate. Dupa montare plimba Z-ul in sus si in jos de vreo 10-20 ori. Printeaza doua Anti Z wobble si monteaza-le. Nu fa nimic la ea daca esti nervos.
Ai putea incerca schimbarea tijelor filetate, dar ma indoiesc ca in comert gasesti mai drepte, doar poate cele din inox.
Cred ca am mai pus linkul asta dar sper sa iti fie de ajutor.Linkul meu
Ai putea incerca schimbarea tijelor filetate, dar ma indoiesc ca in comert gasesti mai drepte, doar poate cele din inox.
Cred ca am mai pus linkul asta dar sper sa iti fie de ajutor.Linkul meu
Extra 330, Izicraft, Le Shark, No Brainer Glider, Flytrap Wing, Cessna 182, Easy Star 2, Spitfire Marine
Turnigy 9x -Er9x
Turnigy 9x -Er9x
#480
bbogdanmircea
- Senior
-
- Grup: Members
- Postari: 267
- Inregistrat: 25-October 07
Postat 06 December 2017 - 12:20 PM
Filet patrat :p ce e aia ?
Clar sunt mai bune decat cele din comert ...
Eu am cu filet ACME dar tot zic ca o montez dar tot pe M8 am ramas .
Scoate un zgomot infiorator cand ajunge aproape de Z0, dar m-am obisnuit deja, ii mai dau putin ulei din cand in cand si mergem inainte .
Sunt multe tipuri de cuplaje ptr Z pe thingiverse, elastice, neelastice, cu centrare incearca mai multe poate gasesti o solutie de compromis ...
Clar sunt mai bune decat cele din comert ...
Eu am cu filet ACME dar tot zic ca o montez dar tot pe M8 am ramas .
Scoate un zgomot infiorator cand ajunge aproape de Z0, dar m-am obisnuit deja, ii mai dau putin ulei din cand in cand si mergem inainte .
Sunt multe tipuri de cuplaje ptr Z pe thingiverse, elastice, neelastice, cu centrare incearca mai multe poate gasesti o solutie de compromis ...
CU FIECARE NOAPTE NEDORMITA ADAUGI O ZI LA VIATA TA.
Arata acest topic










3 useri citesc topicul
0 membri, 3 vizitatori, 0 utilizatori anonimi
