 Ajutor
Ajutor



A cam venit momentul sa achiziționez o masa de inspectie din granit. Am gasit in Romania , la 400x400x60 grad 00, ,cu certificat de conformitate . Nu e un pic cam subtire ?Pe alte site-uri comerciale din afara la aceasta suprafata grosimea e la 100 mm . Poate sunt un pic offtopic la prima vedere insa scopul achizitiei tot de cnc este legat, mai exact de a putea controla precizia pieselor rezultate in urma prelucrarilor la modul general , executate pe cnc sau alte masini din dotare . A avea pretentii de precizie fara instrumente de masura e un pic poezie
Diverse informatii despre cnc-uri
#151
 florianmro
florianmro 
- Senior
-

- Grup: Members
- Postari: 422
- Inregistrat: 10-May 16
- Gender:Male
- Location:Bucuresti
Postat 15 December 2016 - 09:58 AM
 Citare Multipla
Citare Multipla
#152
steelmind
- Membru de onoare
-
- Grup: Members
- Postari: 934
- Inregistrat: 17-December 13
- Gender:Male
- Location:Bucuresti
- Interests:Materie de orice natura, Arhiectura, Design de produs,
Postat 15 December 2016 - 12:49 PM
 florianmro, la 15 December 2016 - 09:58 AM, a spus:
florianmro, la 15 December 2016 - 09:58 AM, a spus:
A cam venit momentul sa achiziționez o masa de inspectie din granit. Am gasit in Romania , la 400x400x60 grad 00, ,cu certificat de conformitate . Nu e un pic cam subtire ?Pe alte site-uri comerciale din afara la aceasta suprafata grosimea e la 100 mm . Poate sunt un pic offtopic la prima vedere insa scopul achizitiei tot de cnc este legat, mai exact de a putea controla precizia pieselor rezultate in urma prelucrarilor la modul general , executate pe cnc sau alte masini din dotare . A avea pretentii de precizie fara instrumente de masura e un pic poezie
Cred ca este ok, mai ales daca are pret bun. Se presupune ca sta in camera la +- 20 grade si nu are mari motive sa se dilate/contracte astfel incat sa te deranjeze la cotele in care lucram noi . Cred ca precizia este de niste fractii de microni iar noi ne luptam cu sutimile/zecimile. Daca are pret similar cu una de 100 mm, este de dorit asa...din precautie.
#153
ThePuiu
- Membru
-
- Grup: Members
- Postari: 107
- Inregistrat: 14-October 16
- Gender:Male
- Location:Oradea
Postat 13 January 2017 - 06:54 PM
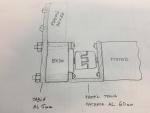
Am nevoie de ajutor...vreau sa fac cadrul masinariei din profil 30x60 (desi, inca nu stiu daca e cea mai buna idee sa fie totul facut din profil, sau 2 laturi ar trebui facute din tabla de aluminiu de 15mm) Problema mea e urmatoarea: nu stiu cum e mai bine sa fixez rulmentii BK20/BF20 sub cadru (masina va avea un singur ax cu bile 2005 pe mijloc), deasemenea mai este si fixarea motorului in prelungirea axului.O varianta la care m-am gandit este cea din poza atasata...din punctul meu de vedere are un dezavantaj major: prelungeste mult in jos "grosimea" masinii. Ma gandeam ca daca fac laturile mici ale masinii din tabla de 15mm pot monta direct pe tabla rulmentul si doar pt motor trebuie facuta o adaptare din cauza bucsii... Inconvenientul la aceasta metoda este pretul mare al tablei si greutatea sporita...
Ce ma sfatuiti?
Ce ma sfatuiti?
Thumbnail atasat
#154
ThePuiu
- Membru
-
- Grup: Members
- Postari: 107
- Inregistrat: 14-October 16
- Gender:Male
- Location:Oradea
Postat 17 January 2017 - 10:16 PM
Am nevoie de niste sfaturi, ca sa nu fac treaba de rahat... vreau sa construiesc axa X asa cum e in poza atasata. Bucata de aluminiu (placa de precizie, 15mm grosime) a fost debitata in fabrica si teoretic cel putin este taiata drept si la vinclu. Nu stiu cum sa fac ca cele 3 axe (sinele si axul filetat) sa fie cit mai paralele (daca se poate spune asa!). Ma gandeam ca prima axa sa o orientez exact pe marginea placii si sa o consider etalon. Cea de-a doua axa tot asa. Dar cum centrez axul filetat? Cum ma gandeam: prin masuratori de la ambele capete ale placii de aluminiu sa identific centrul placii si sa rezulte pozitia rulmentilor. Sa montez cumva pe carcasa piulitei cu bile un comparator pe care sa-l plimb de-a lungul axului filetat si sa compar distanta dintre piulita si axe. Nu stiu daca metoda este suficient de precisa... Ma tem de faptul ca rulmentii axului filetat nu o sa pot sa-i strang exact pe pozitie ca sa pastreze paralelismul si mai ales, sa nu se miste in timp. Cam ce abatere ar putea fi ignorata si care sa nu duca la fortari ale motorului la unu din capete si evident erori de lucru ale masinii? Tinta mea este o precizie de 0.1mm
Ce alta idee imi puteti da, folosind scule de pe linga casa omului?
O alta temere de-a mea: daca fac gauri filetete de 5mm in placa de aluminiu, e suficient ca sa prind in siguranta elementele? Ar trebui si piulite in spate? Este indicata folosirea unui bicomponent la rigidizarea componentelor masinii? (aici ma gindesc ce drac fac daca mai trebuie facute reglaje!)
Multumesc
Ce alta idee imi puteti da, folosind scule de pe linga casa omului?
O alta temere de-a mea: daca fac gauri filetete de 5mm in placa de aluminiu, e suficient ca sa prind in siguranta elementele? Ar trebui si piulite in spate? Este indicata folosirea unui bicomponent la rigidizarea componentelor masinii? (aici ma gindesc ce drac fac daca mai trebuie facute reglaje!)
Multumesc
Thumbnail atasat
#155
bitex
- MEGA Membru
-

- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 17 January 2017 - 11:32 PM
Ai gandit destul de bine cu alinierea. Daca ai avea o freza prin apropiere ar fi alta treaba, dar e bine cum ai zis. Alegi unul din ghidaje si-l consideri master (la tipul astea de ghidaj poate fi oricare sau cel mai apropiat de sarcina daca nu-i distribuita identic pe cele doua) si-l montezi ulterior pe al doilea dupa primul, ajutandu-te de caruciorul mobil, cu bucsile montate. Vezi ca e o problema cu ele ca si alea pot fi aliniate la inceput gresit pe carucior si te incurca. Da-ti dai seama daca nu-s aliniate ca iti deplaseaza anormal ghidajul. Va exista o si o translatie a ghidajului, nu numai rotatie. Poti apropia montajul de pozitia finala folosind doar 3 din 4, apoi montezi si al 4-lea rulment liniar si stabilesti pozitia finala a ghidajului 2. Da, bun ar fi sa folosesti un comparator daca ai chef de mestereala, poti folosi un distantier pe care-l muti alternativ intre cele doua capete ale ghidajelor sau poti merge cu caruciorul cu bucsie montate. Adica aliniezi ghidajele si apoi bucsile sau intai bucsile si apoi ghidajele. Avantajul daca folosesti caruciorul ar fi ca verifici putin si daca plac de aluminiu e torsionata sau nu.
Poti folosi marginea debitata din fabrica, dar nu lua unghiul de 90 grade de bun, ca se poate si mai bine. Buna era o frezare pe canturile placii, sau macar pe laturile scurte dupa cele lungi. De fapt nu stiu cum faci montajul placii de aluminiu, ca ala conteaza.
Surubul e important sa fie paralel cu ghidajele si cat se poate pe mijloc, dar nu-i conditie critica asta cu mijlocul. Verifica blocurile lagarelor si pe inaltime, sa tina surubul paralel cu fetele de asezare a lor. Si aici poti folosi un bloc si piulita sa-l aliniezi pe al doilea.
Am o nedumerire legata de constructie. De ce ai ales un surub atat de lung? Am vazut de multe ori varianta asta si nu e neaparat mai simpla. Se procedeaza asa cand nu ai blocuri pentru rulmenti si folosesti placile laterale pentru lagaruire. In mod normal, la constructii de genul asta motorul, cuplajul si surubul incap in gabaritul placii de aluminiu. Tu o sa-l scoti afara. Nu-i OK, te lungesti cu axa inutil. Acum nu mai are rost sa modifici. Nu stiu daca placa din poza o sa fie folosita dar verific-o si pe aia, multe placi laminate nu-s perfect plane.
N-am inteles la ce se refera tinta ta de 0,1 mm. La montaj trebuie precizie mult mai buna, chiar daca nu o masori cu nimic. 0,1 mm e grosimea unei foi de xerox si la montaj n-ar trebui sa ajungi la asa ceva.
Strangerile le faci cu grija, treptat in timp ce verifici miscarile. Nu terbuie sa apara nici un fel de modificare. Altfel, inseamna ca ceva se torsioneaza sau se misca din pozitie. Surubul ar trebui verificat la montare, cu un comparator. Cu carcasa piulitei montata pe sanie si cu primul bloc (ala de la cuplaj) pe placa mare, surubul trebuie sa-si pastreze axa atunci cand deplasezi caruciorul pe lungimea lui. Daca-i totul centrat, al doilea bloc nu se misca in lateral deloc (adica nici in lateral si nici sus-jos).
In realitate e mai simplu ca la povestit, dar trebuie putina rabdare.
Spor la treaba!
PS. Vezi ca fiecare producator de componente are in documentatie si cum se face corect alinierea. De exemplu, la un producator, la pagina 279, gasesti cateva explicatii. Dar absolut toti au, la unii mai amanuntit, la altii maisimplu. Explicatii faine si adevarate gasesti la sinele profilate. Ai vrut ceva mai simplu...
Cand ziceam la in gabaritul axei incap toate componentele, la asta m-am referit.
Poti folosi marginea debitata din fabrica, dar nu lua unghiul de 90 grade de bun, ca se poate si mai bine. Buna era o frezare pe canturile placii, sau macar pe laturile scurte dupa cele lungi. De fapt nu stiu cum faci montajul placii de aluminiu, ca ala conteaza.
Surubul e important sa fie paralel cu ghidajele si cat se poate pe mijloc, dar nu-i conditie critica asta cu mijlocul. Verifica blocurile lagarelor si pe inaltime, sa tina surubul paralel cu fetele de asezare a lor. Si aici poti folosi un bloc si piulita sa-l aliniezi pe al doilea.
Am o nedumerire legata de constructie. De ce ai ales un surub atat de lung? Am vazut de multe ori varianta asta si nu e neaparat mai simpla. Se procedeaza asa cand nu ai blocuri pentru rulmenti si folosesti placile laterale pentru lagaruire. In mod normal, la constructii de genul asta motorul, cuplajul si surubul incap in gabaritul placii de aluminiu. Tu o sa-l scoti afara. Nu-i OK, te lungesti cu axa inutil. Acum nu mai are rost sa modifici. Nu stiu daca placa din poza o sa fie folosita dar verific-o si pe aia, multe placi laminate nu-s perfect plane.
N-am inteles la ce se refera tinta ta de 0,1 mm. La montaj trebuie precizie mult mai buna, chiar daca nu o masori cu nimic. 0,1 mm e grosimea unei foi de xerox si la montaj n-ar trebui sa ajungi la asa ceva.
Strangerile le faci cu grija, treptat in timp ce verifici miscarile. Nu terbuie sa apara nici un fel de modificare. Altfel, inseamna ca ceva se torsioneaza sau se misca din pozitie. Surubul ar trebui verificat la montare, cu un comparator. Cu carcasa piulitei montata pe sanie si cu primul bloc (ala de la cuplaj) pe placa mare, surubul trebuie sa-si pastreze axa atunci cand deplasezi caruciorul pe lungimea lui. Daca-i totul centrat, al doilea bloc nu se misca in lateral deloc (adica nici in lateral si nici sus-jos).
In realitate e mai simplu ca la povestit, dar trebuie putina rabdare.
Spor la treaba!
PS. Vezi ca fiecare producator de componente are in documentatie si cum se face corect alinierea. De exemplu, la un producator, la pagina 279, gasesti cateva explicatii. Dar absolut toti au, la unii mai amanuntit, la altii maisimplu. Explicatii faine si adevarate gasesti la sinele profilate. Ai vrut ceva mai simplu...
Cand ziceam la in gabaritul axei incap toate componentele, la asta m-am referit.
Thumbnail atasat

Aceasta postare a fost editata de bitex: 18 January 2017 - 01:11 AM
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#156
ThePuiu
- Membru
-
- Grup: Members
- Postari: 107
- Inregistrat: 14-October 16
- Gender:Male
- Location:Oradea
Postat 21 January 2017 - 07:08 PM
@bitex: mi-ai bagat mortu'n casa cu idea de a pune motorul altfel decat in prelungirea axului filetat! Poti sa ma lamuresti ce avantaje/dezavantaje ar fi daca pe capatul axului filetat pun o fulie cu dinti + curea dintata si pe spatele placii pun motorul paralel cu axul filetat si cu o fulie pe el? Ma intereseaza in primul rand ce se intimpla cu transmiterea de energie/viteza de la motor la axul filetat...daca fuliile au acelasi diametru ar trebui sa nu se schimbe nimic, nu? Nu o sa ma trezesc ca se va rupe cureaua (motoarele sint destul de puternice...3.1Nm) O sa mai fie nevoie de cuplajele elastice daca pun curea de transmisie? (eu sint tentat sa spun ca da). Partea nasoala e ca am deja toate piesele cumparate si acum modific proiectul!
Multumesc pt raspunsul de mai sus!
Multumesc pt raspunsul de mai sus!
#157
katran
- MEGA Membru
-
- Grup: Members
- Postari: 1143
- Inregistrat: 08-May 08
- Gender:Male
- Location:Bucharest
-
Interests:CNC , motociclism , aviatie
comerciala , grafica 3D .
Postat 21 January 2017 - 07:29 PM
Daca pui motorul stepper in prelungirea surubului cu bile ( coaxial ) , atunci ai nevoie de cuplaj ( oldham / lovejoy / etc ) . Problema apare
la alinierea corecta a motorului cu surubul ... trebuie sa te incadrezi in marja de eroare a cuplajului , altfel apar batai radiale care se
transmit in surub / structura / freza / material / finish .
Daca pui motorul paralel cu surubul , scapi de alinieri laborioase , si in functie de raportul de transmisie intre rotile dintate , castigi putere
sau viteza . Problema specifica a acestui gen de ansamblu este transmiterea miscarii fara backlash ... daca nu tensionezi corect cureaua dintata ,
o sa ai batai de cap cu precizia miscarii ( pleaca motorul si abia dupa aia pleaca si surubul daca tensiunea din curea e slaba , sau , distrugi
motorul daca tensiunea e prea mare ... plus ca acea curea ar trebui sa se pupe perfect la dinti cu rotile , si sa fie un pic ranforsata cu ceva
fire de otel sau altceva ... ) . Si nu , nu ai nevoie de cuplaj ...
la alinierea corecta a motorului cu surubul ... trebuie sa te incadrezi in marja de eroare a cuplajului , altfel apar batai radiale care se
transmit in surub / structura / freza / material / finish .
Daca pui motorul paralel cu surubul , scapi de alinieri laborioase , si in functie de raportul de transmisie intre rotile dintate , castigi putere
sau viteza . Problema specifica a acestui gen de ansamblu este transmiterea miscarii fara backlash ... daca nu tensionezi corect cureaua dintata ,
o sa ai batai de cap cu precizia miscarii ( pleaca motorul si abia dupa aia pleaca si surubul daca tensiunea din curea e slaba , sau , distrugi
motorul daca tensiunea e prea mare ... plus ca acea curea ar trebui sa se pupe perfect la dinti cu rotile , si sa fie un pic ranforsata cu ceva
fire de otel sau altceva ... ) . Si nu , nu ai nevoie de cuplaj ...
#158
steelmind
- Membru de onoare
-
- Grup: Members
- Postari: 934
- Inregistrat: 17-December 13
- Gender:Male
- Location:Bucuresti
- Interests:Materie de orice natura, Arhiectura, Design de produs,
Postat 21 January 2017 - 09:13 PM
ThePuiu, la 21 January 2017 - 07:08 PM, a spus:
@bitex: mi-ai bagat mortu'n casa cu idea de a pune motorul altfel decat in prelungirea axului filetat! Poti sa ma lamuresti ce avantaje/dezavantaje ar fi daca pe capatul axului filetat pun o fulie cu dinti + curea dintata si pe spatele placii pun motorul paralel cu axul filetat si cu o fulie pe el? Ma intereseaza in primul rand ce se intimpla cu transmiterea de energie/viteza de la motor la axul filetat...daca fuliile au acelasi diametru ar trebui sa nu se schimbe nimic, nu? Nu o sa ma trezesc ca se va rupe cureaua (motoarele sint destul de puternice...3.1Nm) O sa mai fie nevoie de cuplajele elastice daca pun curea de transmisie? (eu sint tentat sa spun ca da). Partea nasoala e ca am deja toate piesele cumparate si acum modific proiectul!
Multumesc pt raspunsul de mai sus!
Multumesc pt raspunsul de mai sus!
In continuarea a ce a mentionat Katran, cureaua dintata +roata dintata (nu fulie cu dinti !) are avantajul ca izoleaza vibratiile motorului de surubul conducator (asa ca poti prinde motorul de placa cu niste saibe de textolit/delrin/plastic/etc). Apoi, te poti juca cu cuplu/viteza asa cum s-a mai mentionat, depinde ce te intereseaza. De exemplu motoarele de 3,1 Nm nu o sa aiba acest cuplu decat la viteza O; pe la 350-500 rot/ min vei avea probabil un cuplu de 1,2-1,5 Nm urmand sa scada cuplul masiv cu cresterea rot/min (trebuie sa te uiti in graficul power&torque pe care il da producatorul motorului-asta daca-l ai.Daca o viteza de 350-500 rot/min la surub este prea mica pentru scopurile tale,,ori cumperi surub cu pas mai mare ori pui pe axul surubului o roata dintata mai mica (gen 18 dinti) si o roata dintata mai mare pe axul motorului (daca pui 27 de dinti, maresti viteza surubului cu 50% adica vei avea un raport de 1 la 1,5; daca pui cu 36 de dinti, maresti viteza cu 100 % adica vei avea un raport de 1 la 2, adica la 1 tura de ax motor ai 2 ture de surub, etc). Tensiunea curelei se regleaza la mana astfel incat daca apesi la jumatatea curelei cu degetul sa nu se duca degetul mai mult de 10 mm in jos; forta cu care apesi trebuie sa fie una rezonabila, ca si cum apesi un pneu de bicicleta ca sa vezi daca s-a slabit si a luat aer; este greu in scris sa definesc "rezonabil" dar daca ai bicicleta te-ai prins cum trebuie . Rotile dintate sugerez sa fie din otel; eu le iau din UK de pe www.beltingonline.co.uk ; curelele le iau de la Conti , care este divizia de curele a lui Continental (adica cei care stiu treaba cu cauciucurile). Nu sunt scumpe nici rotile nici curelele (care pot fi si Gates). Ia de la firme consacrate, nu lua din aluminiu facute de X sau Y de pe net caci au erori la unghiul de atac al dintelui. Ideal ar fi sa le poti cumpara imperecheate , doar ca producatorii de roti dintate nu fac si curele si invers. Si atunci diversi comercianti le "imperecheaza" ei pentru tine, doar ca pretul este criteriul si nu corectitudinea tehnica; asa ca mergi pe firme consacrate caci este mai sigur.
#159
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 21 January 2017 - 09:54 PM
ThePuiu, la 21 January 2017 - 07:08 PM, a spus:
@bitex: ... cu idea de a pune motorul altfel decat in prelungirea axului filetat!
Incurcatura mare pe capul meu, ca ar trebui sa aduc argumente pro si contra. Norocul meu este ca ai primit cele mai bune raspunsuri putin mai devreme, pentru varianta cu cureaua aia intermediara. .
Oricum scapam de explicatii. Eu n-am zis niciodata sa pui motorul altfel decat in prelungirea surubului. Am spus ca " motorul, cuplajul si surubul incap in gabaritul placii de aluminiu", adica incape motorul in prelungirea surubului, cu cuplaj cu tot. Si am pus si poza aia in care se vede la ce ma refer. Altfel, puneam o poza in care se vedea montajul cu curea.
Iau niste cote la nimereala, doar pentru a justifica ce zic. Presupunem ghidajele si implicit gabaritul axei de 1000 mm. Caruciorul ocupa din cursa (din cauza patinelor) poate vreo 300. Cursa reala maxima va fi de 700. Ideea e ca daca faci placa de legatura intre patine de o anumita forma, in gabaritul de 1000 incape un surub cu cursa de 700, la care sa adaugi, lagarele lui, lungimea piulitei, cuplajul, suportul motorului si motorul in restul de 300. Placa trece peste lagare, peste cuplaj si peste suportul motorului si daca peste motor nu poate sa treaca, o decupezi in zona potrivita. O sa caut exact placa de la ISEL ca sa arat exact ce zic, dar cred ca se intelege.
Aia cu transmisia prin curea, o poti face daca nu te deranjeaza cureaua. Dar nu la varianta asta m-am referit.
Tu daca pui surubul cu cursa cat ghidajele, o sa ai pe surub o portiune mare nefolosita si o sa iesi cu motorul in exteriorul axei. De asta zicea ca nu are rost sa mai modifici, ca ar trebui sa scurtezi surubul si nu stiu daca mai merita.
PS. La axa aia din poza de care vorbesc, placa mobila (caruciorul) aproape atinge placile din capatul ghidajelor. Parca vreo 30 mm raman neutilizati din ce-i acolo. Eu am pus la inceput un motor mic si scurt, ala original este mult mai lung si cu frana. Pana la urma am gasit motorul original si acum e la locul lui.
Aceasta postare a fost editata de bitex: 21 January 2017 - 10:26 PM
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#160
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 21 January 2017 - 10:42 PM
Nu mai editez mesajul vechi. Am gasit poze de la o axa tot de la ISEL, in care se vede binisor cum pot fi facute pentru a folosi spatiul integral. Pun pozele si revin cu comentariu, in functie de ordinea in care vor aparea ele.
Gata, le-am vazut ca ordine. Singura diferenta fata de ce facem noi, ar fi ca la axa asta nu s-a mai folosit al doilea lagar pentru capatul surubului. Dar ala nu-i gros, incape in gabarit. Se vede destul de bine cat loc este lasat pentru motor. Si ar mai fi ceva in neregula, axa asta era aia de pe portalul mobil si aici caruciorul chiar nu se apropie de capete. Aici raman cativa cm liberi in ambele capete (s-ar vedea si dupa microintrerupatoarele de capat de cursa). Gabaritul este 600 mm si cursa de 300 mm. La axa lunga, aia fixa, se pot atinge marginile daca se anuleaza limitatoarele.
In prima poza ar fi pozitia elementelor inainte de a monta placa de legatura, in poza a doua este placa (are doua distantiere lasate acolo, dar nu-s importante pentru discutie), in a treia ar fi axa in pozitia de montare si in ultima s-ar observa ca placa trece peste toate elementele din interior. Doar motorul e mai inalt, dar nu este inca montat si nu se vede. Nici placa nu-i montata dar se intelege unde ar trebui sa fie...
Gata, le-am vazut ca ordine. Singura diferenta fata de ce facem noi, ar fi ca la axa asta nu s-a mai folosit al doilea lagar pentru capatul surubului. Dar ala nu-i gros, incape in gabarit. Se vede destul de bine cat loc este lasat pentru motor. Si ar mai fi ceva in neregula, axa asta era aia de pe portalul mobil si aici caruciorul chiar nu se apropie de capete. Aici raman cativa cm liberi in ambele capete (s-ar vedea si dupa microintrerupatoarele de capat de cursa). Gabaritul este 600 mm si cursa de 300 mm. La axa lunga, aia fixa, se pot atinge marginile daca se anuleaza limitatoarele.
In prima poza ar fi pozitia elementelor inainte de a monta placa de legatura, in poza a doua este placa (are doua distantiere lasate acolo, dar nu-s importante pentru discutie), in a treia ar fi axa in pozitia de montare si in ultima s-ar observa ca placa trece peste toate elementele din interior. Doar motorul e mai inalt, dar nu este inca montat si nu se vede. Nici placa nu-i montata dar se intelege unde ar trebui sa fie...
Thumbnail atasat




Aceasta postare a fost editata de bitex: 21 January 2017 - 11:06 PM
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#161
ThePuiu
- Membru
-
- Grup: Members
- Postari: 107
- Inregistrat: 14-October 16
- Gender:Male
- Location:Oradea
Postat 22 January 2017 - 01:25 PM
Multumesc tuturor pt raspunsurile pe intelesul meu! Cu dezavantajele de rigoare o sa raman la varianta initiala, chiar daca motorul va fi in afara placii...trebuie facute prea multe modificari...poate la versiunea 2!
O alta intrebare...pt aluminiu, se poate folosi aceasi formula empirica la stabilirea diametrului burgiului pt gaurile care vor fi filetate: diametrul filetului tarodului * 0.8....altfel spus pt o gaura filetata M5 ar trebui facuta o gaura de 4mm? Am aplicat formula la niste gauri de 8mm (6.5mm) si mi se pare ca s-a facut cam usor filetul...
O alta intrebare...pt aluminiu, se poate folosi aceasi formula empirica la stabilirea diametrului burgiului pt gaurile care vor fi filetate: diametrul filetului tarodului * 0.8....altfel spus pt o gaura filetata M5 ar trebui facuta o gaura de 4mm? Am aplicat formula la niste gauri de 8mm (6.5mm) si mi se pare ca s-a facut cam usor filetul...
#162
florianmro
- Senior
-
- Grup: Members
- Postari: 422
- Inregistrat: 10-May 16
- Gender:Male
- Location:Bucuresti
Postat 22 January 2017 - 01:31 PM
Eu merg asa:
M3-burghiu 2.5
M4-burghiu 3.3
M5-burghiu 4,3
M6-burghiu 4.8
M8-burghiu 6.7
M3-burghiu 2.5
M4-burghiu 3.3
M5-burghiu 4,3
M6-burghiu 4.8
M8-burghiu 6.7
#163
ThePuiu
- Membru
-
- Grup: Members
- Postari: 107
- Inregistrat: 14-October 16
- Gender:Male
- Location:Oradea
Postat 22 January 2017 - 01:34 PM
florianmro, la 22 January 2017 - 01:31 PM, a spus:
Eu merg asa:
M3-burghiu 2.5
M4-burghiu 3.3
M5-burghiu 4,3
M6-burghiu 4.8
M8-burghiu 6.7
M3-burghiu 2.5
M4-burghiu 3.3
M5-burghiu 4,3
M6-burghiu 4.8
M8-burghiu 6.7
huh...deci si mai mari gaurile? La aluminiu folosesti diametrele astea?
Aceasta postare a fost editata de ThePuiu: 22 January 2017 - 01:35 PM
#164
florianmro
- Senior
-
- Grup: Members
- Postari: 422
- Inregistrat: 10-May 16
- Gender:Male
- Location:Bucuresti
Postat 22 January 2017 - 01:36 PM
Da ,si strang fara mila ( "coafura rezista ").
#165
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 22 January 2017 - 02:14 PM
ThePuiu, la 22 January 2017 - 01:25 PM, a spus:
... se poate folosi aceasi formula empirica ....
Formula este valabila, dar difera mult de la un material la altul. Sunt materiale care se aschiaza diferit. Unele "se umfla" la aschiere, practic, materialul nu este in totalitate eliminat. Surplusul este "deplasat" in spatiile libere. Depinde de multe si cel mai usor le inveti din experienta. Plec la cumparaturi dar revin cu ceva barfe pe tema asta. Evident, nefundamentate stiintific, dar aflate dupa multi ani de experienta...
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#166
florianmro
- Senior
-
- Grup: Members
- Postari: 422
- Inregistrat: 10-May 16
- Gender:Male
- Location:Bucuresti
Postat 22 January 2017 - 02:43 PM
bitex, la 22 January 2017 - 02:14 PM, a spus:
Formula este valabila, dar difera mult de la un material la altul. Sunt materiale care se aschiaza diferit. Unele "se umfla" la aschiere, practic, materialul nu este in totalitate eliminat. Surplusul este "deplasat" in spatiile libere. Depinde de multe si cel mai usor le inveti din experienta. Plec la cumparaturi dar revin cu ceva barfe pe tema asta. Evident, nefundamentate stiintific, dar aflate dupa multi ani de experienta...
Asa e , , imi pare rau canu am completat la afirmatia precedenta
#167
steelmind
- Membru de onoare
-
- Grup: Members
- Postari: 934
- Inregistrat: 17-December 13
- Gender:Male
- Location:Bucuresti
- Interests:Materie de orice natura, Arhiectura, Design de produs,
Postat 22 January 2017 - 08:51 PM
ThePuiu, la 22 January 2017 - 01:25 PM, a spus:
Multumesc tuturor pt raspunsurile pe intelesul meu! Cu dezavantajele de rigoare o sa raman la varianta initiala, chiar daca motorul va fi in afara placii...trebuie facute prea multe modificari...poate la versiunea 2!
O alta intrebare...pt aluminiu, se poate folosi aceasi formula empirica la stabilirea diametrului burgiului pt gaurile care vor fi filetate: diametrul filetului tarodului * 0.8....altfel spus pt o gaura filetata M5 ar trebui facuta o gaura de 4mm? Am aplicat formula la niste gauri de 8mm (6.5mm) si mi se pare ca s-a facut cam usor filetul...
O alta intrebare...pt aluminiu, se poate folosi aceasi formula empirica la stabilirea diametrului burgiului pt gaurile care vor fi filetate: diametrul filetului tarodului * 0.8....altfel spus pt o gaura filetata M5 ar trebui facuta o gaura de 4mm? Am aplicat formula la niste gauri de 8mm (6.5mm) si mi se pare ca s-a facut cam usor filetul...
Cele pe care le-a mentionat Florian sunt suficiente. Acum depinde de material, de aplicatie si de adancime. Probabil ca stii ca pe norme ISO exista pas grosier si pas fin. In plus, exista un parametru care se numeste angajare radiala a filetului care inseamna ce procent (%) din adancimea totala (de 100% teoretic) a celor 2 filete care urmeaza sa interactioneze se va afla in contact; vorbim de adancimea filetului in peretii materialului si nu de adancimea de filatare, care poate fi numita si lungimea de filetare (nr de spire). De exemplu la M8 pasul grosier este de 1,25 mm iar cel fin este fie de 1 mm ( un soi de intermediar intre grosier si fin) fie de 0,75 mm. De aici rezulta si spiralul care trebuie folosit: a) la M8x1,25 va fi nevoie de spiral de 6,8 pentru o angajare radiala de 78.5% din adancimea filetului, sau 6,9 pentru angajare radiala de 72%, sau 7,08 pentru o angajare radiala de 60% din adancimea filetului; B) la M8x1 trebuie spiral de 7,2 pentru angajare de 65%, sau 7,26 pentru angajare de 60% ; c) pentru M8x0,75 trebuie spiral de 7,4 la angajare de 65% sau 7,45 la angajare de 60%. Precum vezi , anumite valori teoretice de spiral sunt foarte apropiate si oricum eu n-am gasit spiral de 7,45. Asa ca rotunjesc la dimensiunea cea mai apropiata, gen 7,5 mm, sau daca am in teorie spiral de 6,9 ma duc la 7 mm. Acum , daca la materiale moi am nevoie de forta relativ mari de strangere SI adancimea filetului este mica (din conditiile fizice la fata locului), atunci diametrul spiralului se ''duce'' catre diametrul minor al filetului. De exemplu, diametrul minor pt M8x1,25 este 6,47, deci voi alege spiral de 6,5; diametrul minor pentru M8x1 este 6,77 deci ma duc in spiral de 6,8 mm; diametrul minor pentru M8x0,75 este 7,08 deci ma duc in spiral de 7 mm. Pe de alta parte, experienta arata ca la o angajare radiala a filetelor de peste 70%, castigul in rezistenta asamblarii scade exponential, in schimb creste nevoia de cuplu ca sa strangem filetul ceea ce poate duce la ruperea filetului. Cand vine vorba de adancimea longitudinala de filetare,(lungimea de filatare) tot ce este peste 6 spire -la fel- scade exponential castigul in taria asamblarii. Daca ai aplicatii normale, ia de bune valorile indicate de Florian; daca ai constrangeri particulare de material moale vs adancime mica de filetare, alege filetul cu pasul fin iar diametrul spiralului cat mai aproape de diametrul minor al filetului. Sper ca nu te-am zapacit, dar in asta consta una din frumusetile de a fi masinist: trebuie sa gandesti contextual si sa faci decizii mai tot timpul in context.
Aceasta postare a fost editata de steelmind: 22 January 2017 - 08:56 PM
#168
ThePuiu
- Membru
-
- Grup: Members
- Postari: 107
- Inregistrat: 14-October 16
- Gender:Male
- Location:Oradea
Postat 22 January 2017 - 09:25 PM
Explicatie concreta si pe intelesul meu! Sa traiesti 100 de ani si daca ai drum prin Oradea, musai sa imi dai de veste!
Intrebare: cum se cheama dust cover-ul in romana(!) si unde se gaseste la noi (daca se gaseste!) (ceva de genul: https://www.aliexpre..._522189893.html)
Intrebare: cum se cheama dust cover-ul in romana(!) si unde se gaseste la noi (daca se gaseste!) (ceva de genul: https://www.aliexpre..._522189893.html)
#169
steelmind
- Membru de onoare
-
- Grup: Members
- Postari: 934
- Inregistrat: 17-December 13
- Gender:Male
- Location:Bucuresti
- Interests:Materie de orice natura, Arhiectura, Design de produs,
Postat 23 January 2017 - 01:23 AM
ThePuiu, la 22 January 2017 - 09:25 PM, a spus:
Explicatie concreta si pe intelesul meu! Sa traiesti 100 de ani si daca ai drum prin Oradea, musai sa imi dai de veste!
Intrebare: cum se cheama dust cover-ul in romana(!) si unde se gaseste la noi (daca se gaseste!) (ceva de genul: https://www.aliexpre..._522189893.html)
Intrebare: cum se cheama dust cover-ul in romana(!) si unde se gaseste la noi (daca se gaseste!) (ceva de genul: https://www.aliexpre..._522189893.html)
Burduf.
#170
ThePuiu
- Membru
-
- Grup: Members
- Postari: 107
- Inregistrat: 14-October 16
- Gender:Male
- Location:Oradea
Postat 24 January 2017 - 04:24 PM
Cum se numeste scula (exista?) cu care se face gaura pentru ingroparea capului de surub (cele pe care le folosim noi pe aici...cu cap imbus)? Am incercat cu un burghiu de 10mm dar dupa cum era de asteptat baza gaurii nu este dreapta. Ma gindesc ca ar trebui sa fie ceva freza de genul zencuitorului care sa se poate prinde intr-o masina de gaurit verticala...
LE: asta este scula: http://shop.rocast.r...CA-DIN-373.html ???
LE: asta este scula: http://shop.rocast.r...CA-DIN-373.html ???
Aceasta postare a fost editata de ThePuiu: 24 January 2017 - 04:28 PM
#171
informer

- Membru de onoare
-
- Grup: Members
- Postari: 598
- Inregistrat: 26-June 13
- Gender:Male
- Location:Timisoara
- Interests:Electronica, Pescuit
Postat 24 January 2017 - 05:08 PM
Imi inchipui ca scula asta nu-i chiar ieftina... :).
In ignoranta mea, daca as avea doar o masina de gaurit io as da o gaura de 10 cu un burghiu pana aproape, aproape de nivelul dorit (cu varfu` burghiului normal) si as "finisa" cu o freza deget de 10....
In ignoranta mea, daca as avea doar o masina de gaurit io as da o gaura de 10 cu un burghiu pana aproape, aproape de nivelul dorit (cu varfu` burghiului normal) si as "finisa" cu o freza deget de 10....
"Cu cat cunosc mai bine oamenii, cu atat iubesc mai mult cainii."
... niste lucrari :)
... niste lucrari :)
#172
ThePuiu
- Membru
-
- Grup: Members
- Postari: 107
- Inregistrat: 14-October 16
- Gender:Male
- Location:Oradea
Postat 24 January 2017 - 05:31 PM
informer, la 24 January 2017 - 05:08 PM, a spus:
Imi inchipui ca scula asta nu-i chiar ieftina... :).
In ignoranta mea, daca as avea doar o masina de gaurit io as da o gaura de 10 cu un burghiu pana aproape, aproape de nivelul dorit (cu varfu` burghiului normal) si as "finisa" cu o freza deget de 10....
In ignoranta mea, daca as avea doar o masina de gaurit io as da o gaura de 10 cu un burghiu pana aproape, aproape de nivelul dorit (cu varfu` burghiului normal) si as "finisa" cu o freza deget de 10....
da, pretul e in jur de 60-80 lei pt o scula adancitor. Poti sa imi recomanzi un magazin online de unde se pot cumpara astfel de freze? Ar trebui una de degrosare sau de finisare?
Multumesc!
#173
informer
- Membru de onoare
-
- Grup: Members
- Postari: 598
- Inregistrat: 26-June 13
- Gender:Male
- Location:Timisoara
- Interests:Electronica, Pescuit
Postat 24 January 2017 - 05:37 PM
Io nu-s prea priceput in domeniu` asta, nu vreau sa par asa, doar mi-am dat cu parerea. :)
Freza deget am dedus io ca-i tot aia cu "end mill" da` pe romaneste si nu cred ca este de finisare sau de degrosare.
Cam asa ceva: https://www.olx.ro/o...html#bad6324096
Freza deget am dedus io ca-i tot aia cu "end mill" da` pe romaneste si nu cred ca este de finisare sau de degrosare.
Cam asa ceva: https://www.olx.ro/o...html#bad6324096
"Cu cat cunosc mai bine oamenii, cu atat iubesc mai mult cainii."
... niste lucrari :)
... niste lucrari :)
#174
steelmind
- Membru de onoare
-
- Grup: Members
- Postari: 934
- Inregistrat: 17-December 13
- Gender:Male
- Location:Bucuresti
- Interests:Materie de orice natura, Arhiectura, Design de produs,
Postat 24 January 2017 - 06:02 PM
ThePuiu, la 24 January 2017 - 04:24 PM, a spus:
Cum se numeste scula (exista?) cu care se face gaura pentru ingroparea capului de surub (cele pe care le folosim noi pe aici...cu cap imbus)? Am incercat cu un burghiu de 10mm dar dupa cum era de asteptat baza gaurii nu este dreapta. Ma gindesc ca ar trebui sa fie ceva freza de genul zencuitorului care sa se poate prinde intr-o masina de gaurit verticala...
LE: asta este scula: http://shop.rocast.r...CA-DIN-373.html ???
LE: asta este scula: http://shop.rocast.r...CA-DIN-373.html ???
Gaura pe care o face scula cu pricina pentru capul de inbus se numeste lamaj. Scula se numeste lamator. In engleza "counterbore". Poti cumpara de aici: http://m.ebay.co.uk/...a%257Ciid%253A1
#175
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 24 January 2017 - 07:00 PM
Cum era replica aia celebra a lui Tomaziani: hop si eu cu papagalul printre ei! Fiind un topic legat de cnc-uri, cu scula cu care ai facut gaura (daca nu-i chiar burghiu), poti face si lamajul. Trebuie doar sa stii cotele capului surubului care va intra acolo si sa-ti lasi oarece rezerva ca suruburile nu-s usa de biserica. Si ca tot am o legatura intima cu ruleta, pot afirma sus si tare ca si daca nu exista o scula speciala pentru lamaj ca cea din link-ul de mai devreme, se poate realiza una. Cu regimul potrivit si pozitionata corect, orice freza va face operatia corect. Chiar si cu un burghiu ascutit special pentru asa ceva se poate face, daca stii cum sa iei taurul de coarne. Cu un polizor potrivit orice burghiu poate fi ascutit pentru un lamaj. Spun asta din simplul fapt ca niciodata n-am avut o scula dedicata lamajului, am avut de facut deseori operatia si am reusit s-o fac cu ce am gasit prin sertare, chiar daca asta a insemant schimbarea destinatiei unei scule.
Legat de subiectul in discutie, sigur vor exista situatii cand cineva va dori sa faca prelucrarea pentru capul unui surub inecat, sau zenc cum spunem noi. Cauti diametrul exterior al capului alegi burghiul potrivit, il ascuti la 90 de grade si-l bagi in material cat trebuie. Pentru table subtiri, se poate tesi varful acelui burghiu. Dar asta e necesara cand se lucreaza mult cu table de o anumita cota. Tot pentru table mai exista problema realizarii unei gauri cilindrice. Burghiul normal nu prea reuseste daca nu stii cum... In schimb, se poate ascuti sa nu poti gresi operatia. E mult de vorbit, nu-i cazul acum.
Spor la treaba!
PS. Am uitat sa spun ca turatia trebuie sa fie foarte mica la astfel de prelucrari, daca sculele nu-s alea profesionale. Adica la gaurit table, la lamaje sau la locasul pentru cap zenc. Si daca operatia se face pe masina de gaurit normala, mare atentie la prinderea tablelor. Orice deget e important.
Legat de subiectul in discutie, sigur vor exista situatii cand cineva va dori sa faca prelucrarea pentru capul unui surub inecat, sau zenc cum spunem noi. Cauti diametrul exterior al capului alegi burghiul potrivit, il ascuti la 90 de grade si-l bagi in material cat trebuie. Pentru table subtiri, se poate tesi varful acelui burghiu. Dar asta e necesara cand se lucreaza mult cu table de o anumita cota. Tot pentru table mai exista problema realizarii unei gauri cilindrice. Burghiul normal nu prea reuseste daca nu stii cum... In schimb, se poate ascuti sa nu poti gresi operatia. E mult de vorbit, nu-i cazul acum.
Spor la treaba!
PS. Am uitat sa spun ca turatia trebuie sa fie foarte mica la astfel de prelucrari, daca sculele nu-s alea profesionale. Adica la gaurit table, la lamaje sau la locasul pentru cap zenc. Si daca operatia se face pe masina de gaurit normala, mare atentie la prinderea tablelor. Orice deget e important.
Aceasta postare a fost editata de bitex: 24 January 2017 - 07:21 PM
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#176
informer
- Membru de onoare
-
- Grup: Members
- Postari: 598
- Inregistrat: 26-June 13
- Gender:Male
- Location:Timisoara
- Interests:Electronica, Pescuit
Postat 24 January 2017 - 09:02 PM
bitex, la 24 January 2017 - 07:00 PM, a spus:
Tot pentru table mai exista problema realizarii unei gauri cilindrice. Burghiul normal nu prea reuseste daca nu stii cum... In schimb, se poate ascuti sa nu poti gresi operatia. E mult de vorbit, nu-i cazul acum.
Daca io as vrea sa stiu cum, cum as putea sa fac? :D
Incep un subiect:" Cum sa face o gaura rotunda, cu burghiu` nu cu CNC-u`, intr-o tabla subtire?" sau merge aici? :)
"Cu cat cunosc mai bine oamenii, cu atat iubesc mai mult cainii."
... niste lucrari :)
... niste lucrari :)
#177
informer
- Membru de onoare
-
- Grup: Members
- Postari: 598
- Inregistrat: 26-June 13
- Gender:Male
- Location:Timisoara
- Interests:Electronica, Pescuit
Postat 24 January 2017 - 09:33 PM
Referitor la postarea mea anterioara (nu se poate edita decat un timp delta t de la postare?) chiar ma intereseaza ce intreb si nu-i deloc "contextual".
Mi s-a intamplat de mult prea multe ori sa ma lovesc de situatia in cauza si sa-mi iasa "urat".
Singura operatie oarecumva similara care a iesit frumos a fost gaurirea cu burghie de lemn in... lemn (alea care-s ca o freza cu o "tzutza" in mijloc... :D ).
Mi s-a intamplat de mult prea multe ori sa ma lovesc de situatia in cauza si sa-mi iasa "urat".
Singura operatie oarecumva similara care a iesit frumos a fost gaurirea cu burghie de lemn in... lemn (alea care-s ca o freza cu o "tzutza" in mijloc... :D ).
"Cu cat cunosc mai bine oamenii, cu atat iubesc mai mult cainii."
... niste lucrari :)
... niste lucrari :)
#178
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 24 January 2017 - 09:43 PM
Sunt cateva variante care permit sa se obtina o gaura aproape de forma ideala in table relativ subtiri. Una dintre ele ar fi sa se foloseasca un burghiu pentru table, care este ascutit diferit fata de astea normale. A doua varianta poate fi ascutirea burghiului cat mai aproape de forma respectiva (am gasit un link aici), a treia varianta as spune ca-i folosirea unui artificiu foarte neortodox de gaurire si o sa caut un link pentru asta (orice metoda sa tii burghiul solicitat radial si uneori ajuta si o bucata de panza dar n-o recomand fara teste...) si alta metoda ar fi sa folosesti orice scula cu mai mult de 2 muchii taietoare, sau chiar cu doua dar cu unghiurile potrivite de asezare si cu suprafetele mari, nu cum are burghiul. Sau la limita, dupa gaurirea cu partea aschietoare a burghiului sa se introduca si partea cilindrica a cozii acestuia prin gaura. Va rotunji forma dar asta e varianta pur ciobaneasca. Cand nu contreaza daca esti cioban sau nu, merge si asa.
Ideea e ca pe cnc merge usor prin generare si la mana merge usor cu burghiu special pentru table. Lasand gluma la o parte, alea pentru table seamana cu alea pentru lemn, au un varf central si se angajeaza in material cu exteriorul muchiei taietoare. De multe ori ramane dupa gaurire o bucatica de tabla gaurita in centru si putin curbata, dar asemanatoare unei saibe. Acum am vazut postarea a doua si chiar te cred pe cuvant. Si eu m-am lovit de problema formei gaurii la table mai subtiri. Si mai exista o metoda extrem de neortodoxa dar nu pentru asta am revenit cu mesaj. Cauta niste role conice de rulment (se poate face un set frumos) sau un dorn foarte alungit din metal dur si cu un ciocan mestesugareste ales se calibreaza gaura. Ramane mai rotunda decat trebuie.
Am revenit pentru a atrage atentia la gaurirea tablelor. Exista tendinta de a subestima "forta" masinii degaurit, tabla se tine fie presata pe masa masinii sau chiar cu doua degete pe orice alta suprafata (cu gaura de rigoare in mijloc) si ne trezim cand ne este lumea mai draga ca burghiul intra in material, se blocheaza extrem de usor si antreneaza tabla in miscare de rotatie. De regula se termina cu taieturi. Chiar daca pare un fleac de piesa (poate chiar dimensiunea o avantajeaza sa ne faca rau) as recomanda fixarea corecta a tablei inainte de gaurire. Sau macar fixarea unei protectii care sa impiedice lovirea mainii in caz de rotire a tablei. Zic si eu...
Ideea e ca pe cnc merge usor prin generare si la mana merge usor cu burghiu special pentru table. Lasand gluma la o parte, alea pentru table seamana cu alea pentru lemn, au un varf central si se angajeaza in material cu exteriorul muchiei taietoare. De multe ori ramane dupa gaurire o bucatica de tabla gaurita in centru si putin curbata, dar asemanatoare unei saibe. Acum am vazut postarea a doua si chiar te cred pe cuvant. Si eu m-am lovit de problema formei gaurii la table mai subtiri. Si mai exista o metoda extrem de neortodoxa dar nu pentru asta am revenit cu mesaj. Cauta niste role conice de rulment (se poate face un set frumos) sau un dorn foarte alungit din metal dur si cu un ciocan mestesugareste ales se calibreaza gaura. Ramane mai rotunda decat trebuie.
Am revenit pentru a atrage atentia la gaurirea tablelor. Exista tendinta de a subestima "forta" masinii degaurit, tabla se tine fie presata pe masa masinii sau chiar cu doua degete pe orice alta suprafata (cu gaura de rigoare in mijloc) si ne trezim cand ne este lumea mai draga ca burghiul intra in material, se blocheaza extrem de usor si antreneaza tabla in miscare de rotatie. De regula se termina cu taieturi. Chiar daca pare un fleac de piesa (poate chiar dimensiunea o avantajeaza sa ne faca rau) as recomanda fixarea corecta a tablei inainte de gaurire. Sau macar fixarea unei protectii care sa impiedice lovirea mainii in caz de rotire a tablei. Zic si eu...
Aceasta postare a fost editata de bitex: 24 January 2017 - 09:55 PM
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#179
ThePuiu
- Membru
-
- Grup: Members
- Postari: 107
- Inregistrat: 14-October 16
- Gender:Male
- Location:Oradea
Postat 24 January 2017 - 09:50 PM
eu o sa cumpar o Freze coada cilindrica 10mm si sper sa ma descurc cu ea pusa in masina de gaurit la turatie mica...
Cand m-am apucat sa lucrez la CNC-ul vietii (!) nu ma gandeam ca o sa ma lovesc de atatea obstacole... norocul cu voi!
Oricum, azi mi-am dat seama ca am o mare problema cu (re)cunoasterea frezelor dpdv al formei/utilizarii lor. Trebuie sa ma pun la punct cu asta inainte de a termina cnc-ul!
Cand m-am apucat sa lucrez la CNC-ul vietii (!) nu ma gandeam ca o sa ma lovesc de atatea obstacole... norocul cu voi!
Oricum, azi mi-am dat seama ca am o mare problema cu (re)cunoasterea frezelor dpdv al formei/utilizarii lor. Trebuie sa ma pun la punct cu asta inainte de a termina cnc-ul!
#180
informer
- Membru de onoare
-
- Grup: Members
- Postari: 598
- Inregistrat: 26-June 13
- Gender:Male
- Location:Timisoara
- Interests:Electronica, Pescuit
Postat 24 January 2017 - 10:03 PM
ThePuiu, la 24 January 2017 - 09:50 PM, a spus:
eu o sa cumpar o Freze coada cilindrica 10mm si sper sa ma descurc cu ea pusa in masina de gaurit la turatie mica...
Cand m-am apucat sa lucrez la CNC-ul vietii (!) nu ma gandeam ca o sa ma lovesc de atatea obstacole... norocul cu voi!
Oricum, azi mi-am dat seama ca am o mare problema cu (re)cunoasterea frezelor dpdv al formei/utilizarii lor. Trebuie sa ma pun la punct cu asta inainte de a termina cnc-ul!
Cand m-am apucat sa lucrez la CNC-ul vietii (!) nu ma gandeam ca o sa ma lovesc de atatea obstacole... norocul cu voi!
Oricum, azi mi-am dat seama ca am o mare problema cu (re)cunoasterea frezelor dpdv al formei/utilizarii lor. Trebuie sa ma pun la punct cu asta inainte de a termina cnc-ul!
Asta cu forma frezelor ii simpla, stai sa vezi cand ajungi la CAD si mai ales CAM... fiecare zi in care citesti/vezi ceva si-ti iese fara pagube materiale ii o mare victorie... :D.
N-as crede ca sunt asa multe chestii, cel putin pt. mine, care sa ma satisfaca mai mult daca-mi ies. (da, nu vb de "alea" :p )
:drinks:
"Cu cat cunosc mai bine oamenii, cu atat iubesc mai mult cainii."
... niste lucrari :)
... niste lucrari :)
Arata acest topic










15 useri citesc topicul
0 membri, 15 vizitatori, 0 utilizatori anonimi
