 Ajutor
Ajutor



Driverul ala o sa se cam incalzeasca asa ca ar fi bine sa-i lipesti un radiator din ala mic de aluminiu pe integrat (daca n-are deja) si sa-l ventilezi (presupun ca ai reglat curentul din semireglabil).
Totusi asta nu-i un motiv pt. miscari aiurea si pana sa se arda trebuia sa se miste bine. :)
Asa ca problema-i fie din soft, fie de la conexiuni.
Cat despre un CNC facut cu Arduino, parerile sunt impartite... :|.
Diverse informatii despre cnc-uri
#121
 informer
informer 

- Membru de onoare
-

- Grup: Members
- Postari: 598
- Inregistrat: 26-June 13
- Gender:Male
- Location:Timisoara
- Interests:Electronica, Pescuit
Postat 15 November 2016 - 05:45 PM
"Cu cat cunosc mai bine oamenii, cu atat iubesc mai mult cainii."
... niste lucrari :)
... niste lucrari :)
 Citare Multipla
Citare Multipla
#122
blackwind

- Senior
-
- Grup: Members
- Postari: 283
- Inregistrat: 06-October 08
- Gender:Male
- Location:ploiesti
- Interests:cnc ,modelism
Postat 16 November 2016 - 06:21 PM
 EmanuelGiurgiu, la 15 November 2016 - 03:58 PM, a spus:
EmanuelGiurgiu, la 15 November 2016 - 03:58 PM, a spus:
Salutare oameni buni!
Sunt student la informatica si m-am apucat de ceva timp sa imi achizitionez piesele necesare pentru constructia unui CNC.
Iata configuratia sistemului pe care il am momentan:
-Sursa 24V, 10 A
-3 x Motor pas cu pas Nema17 24V 1.5 A
-3 x driver drv8825
-porcesorul Arduino Mega2560
Indata ce am inceput sa fac legaturile intre componente am inceput sa am probleme. Pe langa faptul ca am ars doua porcesoare din neatentie, nu reusesc sa fac motorul sa se invarta cum trebuie (se misca cativa pasi la stanga, apoi la dreapata etc).
Am rugamintea sa imi spuneti daca sistemul ales de mine este problema( driverul nu este suficient de puternic pentru a comanda motorul, sursa este slaba etc), sau problemele sunt in partea de programare.
Toate cele bune,
Emanuel G.
Sunt student la informatica si m-am apucat de ceva timp sa imi achizitionez piesele necesare pentru constructia unui CNC.
Iata configuratia sistemului pe care il am momentan:
-Sursa 24V, 10 A
-3 x Motor pas cu pas Nema17 24V 1.5 A
-3 x driver drv8825
-porcesorul Arduino Mega2560
Indata ce am inceput sa fac legaturile intre componente am inceput sa am probleme. Pe langa faptul ca am ars doua porcesoare din neatentie, nu reusesc sa fac motorul sa se invarta cum trebuie (se misca cativa pasi la stanga, apoi la dreapata etc).
Am rugamintea sa imi spuneti daca sistemul ales de mine este problema( driverul nu este suficient de puternic pentru a comanda motorul, sursa este slaba etc), sau problemele sunt in partea de programare.
Toate cele bune,
Emanuel G.
Salut
Aproape sigur ai facut conexiunile gresite.
Cat despre Arduino , dintr-un setup mult mai bun te poti inspira aici:
https://www.youtube....h?v=LE1zDS1l2Fw
Aceasta postare a fost editata de blackwind: 16 November 2016 - 06:22 PM
#123
La Trovanti
- Membru
-
- Grup: Members
- Postari: 119
- Inregistrat: 07-January 15
- Gender:Male
- Location:Horezu
- Interests:http://www.cazare-horezu-pensiuni.ro/
Postat 25 November 2016 - 12:19 PM
Din categoria "Intrebare la radio Erevan"
Aveti idee cum se conecteaza la Mach3 un sistem laser dioda?
On/ off se poate face cu un switch comandat de inaltimea pe Z.
Dar daca vreau sa modulez puterea pe intrarea TTL sa scot tonuri de gri cum se poate face ?
http://www.ebay.com/...ngAAOSwqbZXEe-z
Aveti idee cum se conecteaza la Mach3 un sistem laser dioda?
On/ off se poate face cu un switch comandat de inaltimea pe Z.
Dar daca vreau sa modulez puterea pe intrarea TTL sa scot tonuri de gri cum se poate face ?
http://www.ebay.com/...ngAAOSwqbZXEe-z
Aceasta postare a fost editata de La Trovanti: 25 November 2016 - 12:19 PM
#124
informer
- Membru de onoare
-
- Grup: Members
- Postari: 598
- Inregistrat: 26-June 13
- Gender:Male
- Location:Timisoara
- Interests:Electronica, Pescuit
Postat 25 November 2016 - 05:44 PM
Mach3 permite reglarea turatiei spindle-ului generand un semnal dreptunghiular cu factor de uplere reglabil (PWM).
(Din documentatie: "4.7 Spindle control ... Mach3 will output a pulse width modulated signal whose duty cycle is the percentage of full speed that you require.")
Cu eventuale mici adaptari, folosind acest semnal poti modula puterea laserului.
(Din documentatie: "4.7 Spindle control ... Mach3 will output a pulse width modulated signal whose duty cycle is the percentage of full speed that you require.")
Cu eventuale mici adaptari, folosind acest semnal poti modula puterea laserului.
"Cu cat cunosc mai bine oamenii, cu atat iubesc mai mult cainii."
... niste lucrari :)
... niste lucrari :)
#125
La Trovanti
- Membru
-
- Grup: Members
- Postari: 119
- Inregistrat: 07-January 15
- Gender:Male
- Location:Horezu
- Interests:http://www.cazare-horezu-pensiuni.ro/
Postat 25 November 2016 - 06:53 PM
informer, la 25 November 2016 - 05:44 PM, a spus:
Mach3 permite reglarea turatiei spindle-ului generand un semnal dreptunghiular cu factor de uplere reglabil (PWM).
(Din documentatie: "4.7 Spindle control ... Mach3 will output a pulse width modulated signal whose duty cycle is the percentage of full speed that you require.")
Cu eventuale mici adaptari, folosind acest semnal poti modula puterea laserului.
(Din documentatie: "4.7 Spindle control ... Mach3 will output a pulse width modulated signal whose duty cycle is the percentage of full speed that you require.")
Cu eventuale mici adaptari, folosind acest semnal poti modula puterea laserului.
Super complicat
#126
informer
- Membru de onoare
-
- Grup: Members
- Postari: 598
- Inregistrat: 26-June 13
- Gender:Male
- Location:Timisoara
- Interests:Electronica, Pescuit
Postat 25 November 2016 - 07:19 PM
La Trovanti, la 25 November 2016 - 06:53 PM, a spus:
Super complicat
Mai concret ce anume ti se pare asa complicat, sa legi o iesire de la portul paralel la intrarea TTL de le laseru` ala? :D
"Cu cat cunosc mai bine oamenii, cu atat iubesc mai mult cainii."
... niste lucrari :)
... niste lucrari :)
#127
La Trovanti
- Membru
-
- Grup: Members
- Postari: 119
- Inregistrat: 07-January 15
- Gender:Male
- Location:Horezu
- Interests:http://www.cazare-horezu-pensiuni.ro/
Postat 25 November 2016 - 08:08 PM
Nu. Mi se pare greu sa fac programul.
Lazycam parca converteste o imagine raster in g code si pune tonurile de gri in inaltime pe Z.
Poate, sa inlocuiesti inaltimea pe Z din programul G code cu turatia frezei(in Excel) si sa citesti portul cu turatia frezei in laser.
Ma mai gandesc
Lazycam parca converteste o imagine raster in g code si pune tonurile de gri in inaltime pe Z.
Poate, sa inlocuiesti inaltimea pe Z din programul G code cu turatia frezei(in Excel) si sa citesti portul cu turatia frezei in laser.
Ma mai gandesc
Aceasta postare a fost editata de La Trovanti: 25 November 2016 - 08:10 PM
#128
La Trovanti
- Membru
-
- Grup: Members
- Postari: 119
- Inregistrat: 07-January 15
- Gender:Male
- Location:Horezu
- Interests:http://www.cazare-horezu-pensiuni.ro/
Postat 25 November 2016 - 08:29 PM
Nu ma descurc cu lazycam. Spune ca ,conversia bitmap to g-code nu este bine pusa la punct si salveaza niste ciudatenii.
Aceasta postare a fost editata de La Trovanti: 25 November 2016 - 08:29 PM
#129
informer
- Membru de onoare
-
- Grup: Members
- Postari: 598
- Inregistrat: 26-June 13
- Gender:Male
- Location:Timisoara
- Interests:Electronica, Pescuit
Postat 26 November 2016 - 08:56 AM
La Trovanti, la 25 November 2016 - 08:08 PM, a spus:
Nu. Mi se pare greu sa fac programul.
Lazycam parca converteste o imagine raster in g code si pune tonurile de gri in inaltime pe Z.
Poate, sa inlocuiesti inaltimea pe Z din programul G code cu turatia frezei(in Excel) si sa citesti portul cu turatia frezei in laser.
Ma mai gandesc
Lazycam parca converteste o imagine raster in g code si pune tonurile de gri in inaltime pe Z.
Poate, sa inlocuiesti inaltimea pe Z din programul G code cu turatia frezei(in Excel) si sa citesti portul cu turatia frezei in laser.
Ma mai gandesc
Ah, am inteles, ar trebui sa transformi deplasarea pe Z in variatie de intensitate a laserului.
Pai in afara de modificarea GCode-ului de care zici ar mai fi si ceva posibilitati "hardware" dar intr-adevar nu chiar banale.
Una ar fi sa preiei miscarea de translatie si s-o transformi intr-o variatie de rezistenta folosind un potentiometru liniar ori rotativ cu mecanica corespunzatoare... sau exista ceea ce se cheama encodere absolute.
Sau mai simplu (doar pt. ca nu implica nimic mecanic) ar fi sa preiei impulsurile de step de la intrarea driverului si sa le numeri in sus sau in jos functie de intrarea direction.
Oricum, pt. oricare din astea ai nevoie de-un microcontroler ceva care functie de rezistenta/pozitie/numar de impulsuri sa-ti genereze PWM-ul corespunzator... asta nu-i chiar f. dificil pt cineva care lucreaza in domeniul asta.
"Cu cat cunosc mai bine oamenii, cu atat iubesc mai mult cainii."
... niste lucrari :)
... niste lucrari :)
#130
La Trovanti
- Membru
-
- Grup: Members
- Postari: 119
- Inregistrat: 07-January 15
- Gender:Male
- Location:Horezu
- Interests:http://www.cazare-horezu-pensiuni.ro/
Postat 26 November 2016 - 09:13 AM
Ai inteles acum. De acord cu tine.
Daca tot se ajunge la modificari de soft si hard poate cel mai usor e sa faci G code de la inceput;
programezi sa scaneze poza asociind fiecare pixel cu o cota pe masina, iar tonurile de gri le asociezi cu o valoare pe care o scoti pe portul PWM pentru spindele (nu stiam de el).
Practic nici soft sa graveze bitmap nu am gasit. Am retinut ideea.
Daca tot se ajunge la modificari de soft si hard poate cel mai usor e sa faci G code de la inceput;
programezi sa scaneze poza asociind fiecare pixel cu o cota pe masina, iar tonurile de gri le asociezi cu o valoare pe care o scoti pe portul PWM pentru spindele (nu stiam de el).
Practic nici soft sa graveze bitmap nu am gasit. Am retinut ideea.
Aceasta postare a fost editata de La Trovanti: 26 November 2016 - 09:14 AM

#132
La Trovanti
- Membru
-
- Grup: Members
- Postari: 119
- Inregistrat: 07-January 15
- Gender:Male
- Location:Horezu
- Interests:http://www.cazare-horezu-pensiuni.ro/
Postat 26 November 2016 - 01:53 PM
Folosesc Artcam si din bitmap extrage contururile imaginilor (vector graphic). Banuiesc ca aspire face acelasi lucru.
Eu as fi vrut raster graphic; Sa moduleze tonurile de gri in inaltime pe Z si sa scaneze poza.
Eu as fi vrut raster graphic; Sa moduleze tonurile de gri in inaltime pe Z si sa scaneze poza.
#133
ThePuiu
- Membru
-
- Grup: Members
- Postari: 107
- Inregistrat: 14-October 16
- Gender:Male
- Location:Oradea
Postat 28 November 2016 - 04:05 PM
Stie cineva o sursa mai ieftina de profile de Al 60x60 ca oferta pe care am primit-o de la TechCon ma cam rupe (40E+TVA/m)...nu contest ca asta o fi pretul ...dar poate se gaseste si mai ieftin! Am exagerat eu cu dimensiunea profilului pt un CNC de 70x70cm? Mergea si 60x30?
Aceasta postare a fost editata de ThePuiu: 28 November 2016 - 04:06 PM
#135
florianmro
- Senior
-
- Grup: Members
- Postari: 422
- Inregistrat: 10-May 16
- Gender:Male
- Location:Bucuresti
Postat 07 December 2016 - 10:00 AM
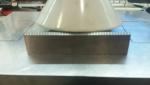
Care o fi cel bun ?
Cu ce le verificam ?
2 sutimi la o inaltime de 50 mm e cam mult
Cu ce le verificam ?
2 sutimi la o inaltime de 50 mm e cam mult
Thumbnail atasat


#136
steelmind
- Membru de onoare
-
- Grup: Members
- Postari: 934
- Inregistrat: 17-December 13
- Gender:Male
- Location:Bucuresti
- Interests:Materie de orice natura, Arhiectura, Design de produs,
Postat 07 December 2016 - 10:33 AM
florianmro, la 07 December 2016 - 10:00 AM, a spus:
Care o fi cel bun ?
Cu ce le verificam ?
2 sutimi la o inaltime de 50 mm e cam mult
Cu ce le verificam ?
2 sutimi la o inaltime de 50 mm e cam mult
Primul lucru care trebuie verificat este ca baza pe care le-ai asezat este dreapta (pui echerul cu latura lunga pe masa cu muchia INCLINATA intr-o parte si verifici cu fanta de lumina). Daca masa este dreapta atunci unul din cele 2 echere este lupul cel rau (sau amandoua). Daca vrei , ne intalnim si ti le verific eu cu echerele mele; sunt de 200mm/130mm pe norma DIN 875/0 ceea ce inseamna ca la 200 mm lungimea cea mai mare are abatere de liniaritate de 4 microni iar abaterea de unghi de 8 microni.
Aceasta postare a fost editata de steelmind: 07 December 2016 - 10:35 AM
#137
florianmro
- Senior
-
- Grup: Members
- Postari: 422
- Inregistrat: 10-May 16
- Gender:Male
- Location:Bucuresti
Postat 07 December 2016 - 02:19 PM
steelmind, la 07 December 2016 - 10:33 AM, a spus:
Primul lucru care trebuie verificat este ca baza pe care le-ai asezat este dreapta (pui echerul cu latura lunga pe masa cu muchia INCLINATA intr-o parte si verifici cu fanta de lumina). Daca masa este dreapta atunci unul din cele 2 echere este lupul cel rau (sau amandoua). Daca vrei , ne intalnim si ti le verific eu cu echerele mele; sunt de 200mm/130mm pe norma DIN 875/0 ceea ce inseamna ca la 200 mm lungimea cea mai mare are abatere de liniaritate de 4 microni iar abaterea de unghi de 8 microni.
Ar fi super , te astept atunci la mine la o cafea. Mi-ar face placere sa discutam si alte lucruri .
#138
La Trovanti
- Membru
-
- Grup: Members
- Postari: 119
- Inregistrat: 07-January 15
- Gender:Male
- Location:Horezu
- Interests:http://www.cazare-horezu-pensiuni.ro/
Postat 07 December 2016 - 04:02 PM
Vin si eu cu o parere de electronist.
Banuiesc ca cele 2 echere le folosesti sa faci verticalitate frezei fata de masa. O problema similara am si eu la masina; respectiv cand frezez de la stanga la dreapta e ok, iar de la dreapta la stanga apare o nervura. Banuiesc ca e de la lipsa de aliniere a frezei.
Nu este mai usor sa faci aceasta frezare stanga dreapta si sa corectezi ochiometric verticalitatea pana iese bine frezarea in ambele directii ? Apoi acelasi lucru pe directia perpendiculara ?
Banuiesc ca cele 2 echere le folosesti sa faci verticalitate frezei fata de masa. O problema similara am si eu la masina; respectiv cand frezez de la stanga la dreapta e ok, iar de la dreapta la stanga apare o nervura. Banuiesc ca e de la lipsa de aliniere a frezei.
Nu este mai usor sa faci aceasta frezare stanga dreapta si sa corectezi ochiometric verticalitatea pana iese bine frezarea in ambele directii ? Apoi acelasi lucru pe directia perpendiculara ?
Aceasta postare a fost editata de La Trovanti: 07 December 2016 - 04:03 PM
#139
florianmro
- Senior
-
- Grup: Members
- Postari: 422
- Inregistrat: 10-May 16
- Gender:Male
- Location:Bucuresti
Postat 07 December 2016 - 07:28 PM
Masa pe care am facut testul este dreapta , in imagine am asezat o cala plan paralela care a trecut testul luminii
Thumbnail atasat

#140
florianmro
- Senior
-
- Grup: Members
- Postari: 422
- Inregistrat: 10-May 16
- Gender:Male
- Location:Bucuresti
Postat 07 December 2016 - 09:07 PM
La Trovanti, la 07 December 2016 - 04:02 PM, a spus:
Vin si eu cu o parere de electronist.
Banuiesc ca cele 2 echere le folosesti sa faci verticalitate frezei fata de masa. O problema similara am si eu la masina; respectiv cand frezez de la stanga la dreapta e ok, iar de la dreapta la stanga apare o nervura. Banuiesc ca e de la lipsa de aliniere a frezei.
Nu este mai usor sa faci aceasta frezare stanga dreapta si sa corectezi ochiometric verticalitatea pana iese bine frezarea in ambele directii ? Apoi acelasi lucru pe directia perpendiculara ?
Banuiesc ca cele 2 echere le folosesti sa faci verticalitate frezei fata de masa. O problema similara am si eu la masina; respectiv cand frezez de la stanga la dreapta e ok, iar de la dreapta la stanga apare o nervura. Banuiesc ca e de la lipsa de aliniere a frezei.
Nu este mai usor sa faci aceasta frezare stanga dreapta si sa corectezi ochiometric verticalitatea pana iese bine frezarea in ambele directii ? Apoi acelasi lucru pe directia perpendiculara ?
Da , scopul final este sa reglez geometria masinii si sa ma verific prin toate mijloacele. Eu am facut testul gaurii care a pus in evidenta viciile de aliniere .La ce vreau sa fac in continuare ochiometria nu e o solutie. Am facut o gaura adanca de 50 mm strapunsa apoi am asezat materialul cu fata opozanta in sus si am intrat doar cativa mm . Pe o axa nu am deviere deloc iar pe cealalta am o deviere de 7 sutimi ceea ce este foarte mult . Dar nu este inca relevant deoarece am descoperit ca unghiurile de 90 de grade pe care eu le consideram corecte in realitate nu erau. Si asa am luat toate sculele la verificat .
Si acum intreb , a mai facut cineva acest test cu rugurozitate si ce rezultate a avut ? Cu cat gaura mai adanca cu atat mai bine .
#141
steelmind
- Membru de onoare
-
- Grup: Members
- Postari: 934
- Inregistrat: 17-December 13
- Gender:Male
- Location:Bucuresti
- Interests:Materie de orice natura, Arhiectura, Design de produs,
Postat 07 December 2016 - 09:27 PM
La Trovanti, la 07 December 2016 - 04:02 PM, a spus:
..................
O problema similara am si eu la masina; respectiv cand frezez de la stanga la dreapta e ok, iar de la dreapta la stanga apare o nervura. Banuiesc ca e de la lipsa de aliniere a frezei.
..................
O problema similara am si eu la masina; respectiv cand frezez de la stanga la dreapta e ok, iar de la dreapta la stanga apare o nervura. Banuiesc ca e de la lipsa de aliniere a frezei.
..................
Daca-mi permiti o gluma, mi-am amintit de una din cele 7 minuni din Caracal, anume cand biletul de autobuz din centru pana la gara costa 1 leu iar de la gara pana in centru 1,25 lei. Apoi, mai in gluma mai in serios Einstein spunea ca nu stim daca gaina traverseaza strada sau strada trece pe sub gaina. Ai freza portal sau cu coloana ? Daca este portal; stanga-dreapta inseamna miscarea saniei pe portal ? De unde incepe miscarea, de la centrul portalului ? Sincer mi se pare curios ......
#142
La Trovanti
- Membru
-
- Grup: Members
- Postari: 119
- Inregistrat: 07-January 15
- Gender:Male
- Location:Horezu
- Interests:http://www.cazare-horezu-pensiuni.ro/
Postat 08 December 2016 - 08:19 AM
steelmind, la 07 December 2016 - 09:27 PM, a spus:
Daca-mi permiti o gluma, mi-am amintit de una din cele 7 minuni din Caracal, anume cand biletul de autobuz din centru pana la gara costa 1 leu iar de la gara pana in centru 1,25 lei. Apoi, mai in gluma mai in serios Einstein spunea ca nu stim daca gaina traverseaza strada sau strada trece pe sub gaina. Ai freza portal sau cu coloana ? Daca este portal; stanga-dreapta inseamna miscarea saniei pe portal ? De unde incepe miscarea, de la centrul portalului ? Sincer mi se pare curios ......
Trebuie sa precizezi unde incepe curiozitatea si unde se termina gluma. Ai facut mai multe afirmatii si nu gasesc logica.
Aceasta postare a fost editata de La Trovanti: 08 December 2016 - 08:19 AM
#143
katran
- MEGA Membru
-
- Grup: Members
- Postari: 1143
- Inregistrat: 08-May 08
- Gender:Male
- Location:Bucharest
-
Interests:CNC , motociclism , aviatie
comerciala , grafica 3D .
Postat 08 December 2016 - 09:36 AM
Pai mai omule ... tu vorbesti de deviatie de 7 sutimi , dar ai suruburi chinezesti pe masina ? Hmm ...
Cand spui " testul gaurii " ... la ce te referi ? Dai gaura strapunsa ...sa zicem 50mm , apoi ce faci ? Intorci
piesa si o refixezi in menghina ? Pai de unde stii ca o pui corect ? Ai vreo referinta dupa care faci chestia asta ?
Ca daca-mi spui ca gasesti marginea din nou cu edge-finder-ul ... mai ales din ala mecanic ... nu stiu ce sa zic ...
Eu fac blocurile de rulmenti pentru capatul conducator la surubul cu bile ... si chiar trebuie sa intorc piesa si sa " gasesc " cumva
referinta corecta pentru lagarul rulmentului ... nu-mi iese intotdeauna la 0.025 , dar in general , reusesc ... insa am o menghina
Toolmex ( copie Gerrardi ) care poate localiza corect marginea , un edge finder Haimer care stie sa se aseze la 5 microni ... si suruburi
japoneze THK precision ground ... si tot mai dau gherle ... asa ca in locul tau , mi-as pune problema altfel ... poti sa aliniezi masina
aia sa-i sara mucii pe pereti , ca tot te lovesti de calitatea componentelor ...
Cand spui " testul gaurii " ... la ce te referi ? Dai gaura strapunsa ...sa zicem 50mm , apoi ce faci ? Intorci
piesa si o refixezi in menghina ? Pai de unde stii ca o pui corect ? Ai vreo referinta dupa care faci chestia asta ?
Ca daca-mi spui ca gasesti marginea din nou cu edge-finder-ul ... mai ales din ala mecanic ... nu stiu ce sa zic ...
Eu fac blocurile de rulmenti pentru capatul conducator la surubul cu bile ... si chiar trebuie sa intorc piesa si sa " gasesc " cumva
referinta corecta pentru lagarul rulmentului ... nu-mi iese intotdeauna la 0.025 , dar in general , reusesc ... insa am o menghina
Toolmex ( copie Gerrardi ) care poate localiza corect marginea , un edge finder Haimer care stie sa se aseze la 5 microni ... si suruburi
japoneze THK precision ground ... si tot mai dau gherle ... asa ca in locul tau , mi-as pune problema altfel ... poti sa aliniezi masina
aia sa-i sara mucii pe pereti , ca tot te lovesti de calitatea componentelor ...
#144
steelmind
- Membru de onoare
-
- Grup: Members
- Postari: 934
- Inregistrat: 17-December 13
- Gender:Male
- Location:Bucuresti
- Interests:Materie de orice natura, Arhiectura, Design de produs,
Postat 08 December 2016 - 09:54 AM
La Trovanti, la 08 December 2016 - 08:19 AM, a spus:
Trebuie sa precizezi unde incepe curiozitatea si unde se termina gluma. Ai facut mai multe afirmatii si nu gasesc logica.
Chestia cu costul diferit al biletului dus si intors poate avea similitudini cu deplasarea la tine stanga-dreapta; daca ceea ce numesti tu deplasare "stanga" si "dreapta" este fata de centrul portalului , atunci NU este nici o similitudine deci ignora afirmatia mea. Dar daca "stanga" si " dreapta" sunt fata de o extrema a portalului, atunci nu-i gasesc nici o noima si este o similitudine cu exemplul biletului, pentru ca nu are cum sa treaca caruciorul pe exact acelasi traseu si sa arata comparatorul diferit doar pentru ca se misca caruciorul in sens invers. Iar exemplul cu Einstein se refera la faptul ca la un router piesa de prelucrat sta pe loc si se misca portalul in raport cu Y si (caruciorul pe ) X iar la freza coloana se misca piesa pe X si Y. Nu stiu ce utilaj ai; am presupus ca este router cu portal, dar confirmarea trebuie sa vina de la tine.
Aceasta postare a fost editata de steelmind: 08 December 2016 - 09:57 AM
#145
florianmro
- Senior
-
- Grup: Members
- Postari: 422
- Inregistrat: 10-May 16
- Gender:Male
- Location:Bucuresti
Postat 08 December 2016 - 10:11 AM
katran, la 08 December 2016 - 09:36 AM, a spus:
Pai mai omule ... tu vorbesti de deviatie de 7 sutimi , dar ai suruburi chinezesti pe masina ? Hmm ...
Cand spui " testul gaurii " ... la ce te referi ? Dai gaura strapunsa ...sa zicem 50mm , apoi ce faci ? Intorci
piesa si o refixezi in menghina ? Pai de unde stii ca o pui corect ? Ai vreo referinta dupa care faci chestia asta ?
Ca daca-mi spui ca gasesti marginea din nou cu edge-finder-ul ... mai ales din ala mecanic ... nu stiu ce sa zic ...
Eu fac blocurile de rulmenti pentru capatul conducator la surubul cu bile ... si chiar trebuie sa intorc piesa si sa " gasesc " cumva
referinta corecta pentru lagarul rulmentului ... nu-mi iese intotdeauna la 0.025 , dar in general , reusesc ... insa am o menghina
Toolmex ( copie Gerrardi ) care poate localiza corect marginea , un edge finder Haimer care stie sa se aseze la 5 microni ... si suruburi
japoneze THK precision ground ... si tot mai dau gherle ... asa ca in locul tau , mi-as pune problema altfel ... poti sa aliniezi masina
aia sa-i sara mucii pe pereti , ca tot te lovesti de calitatea componentelor ...
Cand spui " testul gaurii " ... la ce te referi ? Dai gaura strapunsa ...sa zicem 50mm , apoi ce faci ? Intorci
piesa si o refixezi in menghina ? Pai de unde stii ca o pui corect ? Ai vreo referinta dupa care faci chestia asta ?
Ca daca-mi spui ca gasesti marginea din nou cu edge-finder-ul ... mai ales din ala mecanic ... nu stiu ce sa zic ...
Eu fac blocurile de rulmenti pentru capatul conducator la surubul cu bile ... si chiar trebuie sa intorc piesa si sa " gasesc " cumva
referinta corecta pentru lagarul rulmentului ... nu-mi iese intotdeauna la 0.025 , dar in general , reusesc ... insa am o menghina
Toolmex ( copie Gerrardi ) care poate localiza corect marginea , un edge finder Haimer care stie sa se aseze la 5 microni ... si suruburi
japoneze THK precision ground ... si tot mai dau gherle ... asa ca in locul tau , mi-as pune problema altfel ... poti sa aliniezi masina
aia sa-i sara mucii pe pereti , ca tot te lovesti de calitatea componentelor ...
Nu , nu sunt convins ca asez piesa cand o intorc , factor de eroare ,,poate nu gasesc marginea cu edge finder mecanic la 1 micron insa nu cred ca o gasesc cu eroare mai mare de 2 sutimi este un edge finder de la Proxxon pentru mecanica fina , nu e chinezarie , alt factor de eroare, geometria masinii alt factor de eroare insa cu surubul nu sunt de acord , nu are legatura calitatea lui , nu e nevoie sa am nu stiu ce ground c1 la testul de fata , daca are eroare de deplasare , treaba lui , o sa se duca in jos de fiecare data la 50 mm cu aceeasi eroare de 0.001 sau 0.1 cat o avea el la acea deplasare mentionata .Ar trebui sa iau in calcul bataia in conul motorului care e undeva intre 0.01 si 0.02 ,,nu iau in calcul si penseta care e " the best of the best " Asta e un test de geometrie nu de repozitionare .De asta am inceput acesta vanatoare de vrajitoare ,acum nici macar menghina care se vrea " tool maker " fieratanie mare nu imi mai inspira incredere . Sper in rezultate mai bune
#146
La Trovanti
- Membru
-
- Grup: Members
- Postari: 119
- Inregistrat: 07-January 15
- Gender:Male
- Location:Horezu
- Interests:http://www.cazare-horezu-pensiuni.ro/
Postat 08 December 2016 - 10:43 AM
steelmind, la 08 December 2016 - 09:54 AM, a spus:
Chestia cu costul diferit al biletului dus si intors poate avea similitudini cu deplasarea la tine stanga-dreapta; daca ceea ce numesti tu deplasare "stanga" si "dreapta" este fata de centrul portalului , atunci NU este nici o similitudine deci ignora afirmatia mea. Dar daca "stanga" si " dreapta" sunt fata de o extrema a portalului, atunci nu-i gasesc nici o noima si este o similitudine cu exemplul biletului, pentru ca nu are cum sa treaca caruciorul pe exact acelasi traseu si sa arata comparatorul diferit doar pentru ca se misca caruciorul in sens invers. Iar exemplul cu Einstein se refera la faptul ca la un router piesa de prelucrat sta pe loc si se misca portalul in raport cu Y si (caruciorul pe ) X iar la freza coloana se misca piesa pe X si Y. Nu stiu ce utilaj ai; am presupus ca este router cu portal, dar confirmarea trebuie sa vina de la tine.
Pe mine m-ai pierdut. Eu nu le am cu fictiunea si similitudinile. Poate ceilanti te inteleg.
Postarea initiala spunea ca datorita unghiului pe care-l face freza cu materialul <<de exemplu>> 89 grade de la stanga la dreapta si 91 grade de la dreapta la stanga va produce o finisare diferita care se vede pe fata piesei.
Propuneam aceasta metoda pentru alinierea frezei; respectiv cand nu apar diferente in calitatea frezarii indiferent de directia de taiere, esti la verticala. Cred ca este o metoda simpla.
#147
florianmro
- Senior
-
- Grup: Members
- Postari: 422
- Inregistrat: 10-May 16
- Gender:Male
- Location:Bucuresti
Postat 08 December 2016 - 10:43 AM
As vrea sa adaug referitor la refixarea piesei in menghina . Daca menghina nu "ridica" piesa atunci eroarea de repozitionare nu poate fi decat pe o axa insa daca se folosesc comparatoare care sa palpexe fix aceleasi puncte ale piesei , atunci si eroarea de repozitionare poate iesi din discutie ,ramane geometria piesei , foarte important ca toate unghiurile fetelor sa fie fix de 90 de grade asta in conditiile in care se foloseste o menghina de foarte buna calitate .Implicit suprafata pe care este asezata menghina trebuie sa fie "cu sfințenie " paralela cu suprafata descrisa de scula aschietoare pe x-y , acest lucru se face prin planare .
#148
steelmind
- Membru de onoare
-
- Grup: Members
- Postari: 934
- Inregistrat: 17-December 13
- Gender:Male
- Location:Bucuresti
- Interests:Materie de orice natura, Arhiectura, Design de produs,
Postat 08 December 2016 - 01:01 PM
La Trovanti, la 08 December 2016 - 10:43 AM, a spus:
Pe mine m-ai pierdut. Eu nu le am cu fictiunea si similitudinile. Poate ceilanti te inteleg.
Postarea initiala spunea ca datorita unghiului pe care-l face freza cu materialul <<de exemplu>> 89 grade de la stanga la dreapta si 91 grade de la dreapta la stanga va produce o finisare diferita care se vede pe fata piesei.
Propuneam aceasta metoda pentru alinierea frezei; respectiv cand nu apar diferente in calitatea frezarii indiferent de directia de taiere, esti la verticala. Cred ca este o metoda simpla.
Postarea initiala spunea ca datorita unghiului pe care-l face freza cu materialul <<de exemplu>> 89 grade de la stanga la dreapta si 91 grade de la dreapta la stanga va produce o finisare diferita care se vede pe fata piesei.
Propuneam aceasta metoda pentru alinierea frezei; respectiv cand nu apar diferente in calitatea frezarii indiferent de directia de taiere, esti la verticala. Cred ca este o metoda simpla.
Acum am inteles. Tu te-ai referit la perpendicularitatea dintre axul frezei si piesa, (de aici si stanga-dreapta) eu m-am referit la paralelismul intre sinele portalului si piesa (pentru mine stanga-dreapta insemna deplasarea caruciorului pe portal). Diferenta este ca sinele portalului pot fi paralele cu masa insa daca axa frezei nu este perpendiculara pe piesa, capul de frezare actioneaza ca un fly-cutter. Ai dreptate, nu este nici o similitudine intre ce ai spus tu si tentativa mea de gluma. Scuze, a fost o neintelegere din partea mea.
#149
florianmro
- Senior
-
- Grup: Members
- Postari: 422
- Inregistrat: 10-May 16
- Gender:Male
- Location:Bucuresti
Postat 08 December 2016 - 01:21 PM
steelmind, la 08 December 2016 - 01:01 PM, a spus:
Acum am inteles. Tu te-ai referit la perpendicularitatea dintre axul frezei si piesa, (de aici si stanga-dreapta) eu m-am referit la paralelismul intre sinele portalului si piesa (pentru mine stanga-dreapta insemna deplasarea caruciorului pe portal). Diferenta este ca sinele portalului pot fi paralele cu masa insa daca axa frezei nu este perpendiculara pe piesa, capul de frezare actioneaza ca un fly-cutter. Ai dreptate, nu este nici o similitudine intre ce ai spus tu si tentativa mea de gluma. Scuze, a fost o neintelegere din partea mea.
Nu e problema , am banuit la un moment dat ca e o neînțelegere si de aici s-a nascut mica disputa cu steelmind
Miscarea pe x si y este circulara , "climb mill " deci fac o gaura cu o freza , (nu cu burghiu , nici nu ar fi relevanta ) cu functia "drill" in cam-bam ,cu alte cuvinte scula aschietoare in plan orizontal are acelasi sens de deplasare in raport cu materialul . Simultan cobor in material . Dar freza este lunga , lungimea ei totala este de 100 mm iar partea activa vreo 70 mm, deci pana ajunge jos la cei 50 mm ea tot aschiaza permanent pe întreaga adancime a gaurii . La un moment dat ma gandeam sa fac acest test si cu o freza de forma sferica la care zona de aschiere este punctuala ,iar coada sa aibe diametru mai mic sa nu atinga materialul nici cand ajunge jos asa cum o fac frezele end mill, si acest lucru il onsider factor de eroare daca z-ul nu e perfect vertical
#150
florianmro
- Senior
-
- Grup: Members
- Postari: 422
- Inregistrat: 10-May 16
- Gender:Male
- Location:Bucuresti
Postat 08 December 2016 - 01:24 PM
Scuze , am incurcat adrisantii , asa e cand editezi pe un ecran de mobil, 😊
Arata acest topic










3 useri citesc topicul
0 membri, 3 vizitatori, 0 utilizatori anonimi
