 Ajutor
Ajutor



Salut,
axul il pot realiza, dar din pacate roata dintata nu o pot face caci eu nu am decat un strungulet.
Execut piese la strung
 Citare Multipla
Citare Multipla
#94
 djtaotao
djtaotao 
- Membru de onoare
-

- Grup: Members
- Postari: 995
- Inregistrat: 27-January 11
- Gender:Male
- Location:Sibiu
Postat 26 December 2013 - 09:39 PM
As dori si eu 3 axuri asemenatoare cu cel din pozele de mai jos dar de diametre diferite.
-lungime: 122mm (de la varf la varf)
-diametru: 4.75mm, 5mm si 6.35mm
-material: otel cat mai dur, de preferinta inoxidabil (nu ma pricep la materiale)
-ascutite la ambele capete (aproximativ ca in poze)
http://s28.postimg.org/lnr0psull/DSCN0275.jpg http://s28.postimg.org/uk1stql7t/DSCN0277.jpg http://s28.postimg.org/4ly6npfqh/DSCN0278.jpg http://s28.postimg.org/64tksomax/DSCN0281.jpg
Ma poti ajuta?
-lungime: 122mm (de la varf la varf)
-diametru: 4.75mm, 5mm si 6.35mm
-material: otel cat mai dur, de preferinta inoxidabil (nu ma pricep la materiale)
-ascutite la ambele capete (aproximativ ca in poze)
http://s28.postimg.org/lnr0psull/DSCN0275.jpg http://s28.postimg.org/uk1stql7t/DSCN0277.jpg http://s28.postimg.org/4ly6npfqh/DSCN0278.jpg http://s28.postimg.org/64tksomax/DSCN0281.jpg
Ma poti ajuta?
#95
marian.dumitru74

- ENID
-
- Grup: Members
- Postari: 3965
- Inregistrat: 13-December 09
- Gender:Male
- Location:Bucuresti
- Interests:RC-ul
Postat 26 December 2013 - 09:45 PM
 ndc74, la 14 November 2013 - 12:30 PM, a spus:
ndc74, la 14 November 2013 - 12:30 PM, a spus:
Salut,
axul il pot realiza, dar din pacate roata dintata nu o pot face caci eu nu am decat un strungulet.
axul il pot realiza, dar din pacate roata dintata nu o pot face caci eu nu am decat un strungulet.
Salut , o modificare la un ax de 4mm se poate ?, ar trebuii un pic scurtat ( 3-5 mm ) si o gaura mai lunga in mijlocul ei cu spiral de 3.17 - 3.2 mm axul are o gaura de vreo 20mm dar ar mai trebuii lungita cu inca vreo 5 mm , daca se poate te rog sa imi dai cateva date de contact http://www.rhcforum.ro/public/style_emoticons/default/good.gif
#96
ndc74
- Membru
-
- Grup: Members
- Postari: 134
- Inregistrat: 08-March 11
- Gender:Male
- Location:Bucuresti
Postat 29 December 2013 - 04:36 PM
Salut,
in ce priveste cele 3 axe, eu le pot realiza la strung, dar din cauza ca nu le pot rectifica exterior si pt ca lungimea lor e mare comparativ cu diametrul, e posibil ca acele cote sa nu fie perfecte pe intreaga lungime. Acum depinde si de scopul lor. daca trebuie sa intre niste rulmenti pe axe, in cazul asta trebuiesc rectificate si deci nu te pot ajuta, daca sunt doar niste cote fara toleranta mare, le putem realiza.
Pt marian.dumitru74, tel meu este 0741144734
Sarbatori fericite tuturor!
in ce priveste cele 3 axe, eu le pot realiza la strung, dar din cauza ca nu le pot rectifica exterior si pt ca lungimea lor e mare comparativ cu diametrul, e posibil ca acele cote sa nu fie perfecte pe intreaga lungime. Acum depinde si de scopul lor. daca trebuie sa intre niste rulmenti pe axe, in cazul asta trebuiesc rectificate si deci nu te pot ajuta, daca sunt doar niste cote fara toleranta mare, le putem realiza.
Pt marian.dumitru74, tel meu este 0741144734
Sarbatori fericite tuturor!
Aceasta postare a fost editata de ndc74: 29 December 2013 - 04:37 PM
#97
mihalyn90

- Membru de onoare
-
- Grup: Members
- Postari: 617
- Inregistrat: 19-December 13
- Gender:Male
- Location:Oradea
- Interests:RC Car, Robotics, Reading, Music
Postat 04 January 2014 - 02:23 PM
Salutari tuturor,
Am vazut acest topic, si unii au cerut piese ce nu se pot face pe strung ca urmare daca mi se permite si nu deranjez vreau sa explic putin ce si cum functioneaza.
Strungul
este masina unealta care are un cap mobil circular, care este si partea mobila in care se prind piesele. Aceste piese pot fi hexagonale sau rotunde.
Puteti sa va imaginati capul unui burghiu. Este ca o mandrina, pusa orizontal. Cutitul este mobil doar pe orizontala, axele X si Y.
pe aceasta masina se pot realiza DOAR piese circulare (arbori). De exemplu, Axe, pini, tije, tije filetate, etc.
NU se pot realiza placi.
Tineti minte va rog ca degajarile si suprafetele curbe sunt foarte foarte greu de realizat pe un strung.
http://www.3dmax-tutorials.com/graphics/il_nurbs_lathe_align.jpg
Freza
Aceasta este o masina unealta care are un banc mobil pe care piesa este asezata fix. Scula de prelucrare este vertical si are cursa doar pe Z.
Aici se pot realiza placi metalice cu prelucrare pe oricare suprafata.
Prelucrarile la unghi se fac cu alte componente de interconectare. pentru a lucra la unghi, se adauga pe banc un suport la unghi, on care vine piesa.
Gaurile dispuse pe cerc, de exemplu la flanse, se realizeaza cu ajutorul unui cap divizor.
Acest cap divizor se poate prinde si pe strung si se pot realiza roti dintate.
CNC
Deoarece ne ajunge si tehnologia din urma, avem si noi la dispozitie CNC-uri. acestea pot fi strunguri sau freze care au control numeric de la calculator. In ideea, se realizeaza piesa virtual, i se genereaza programul si se incarca pe masina.
De aici, la strung nu mai este nevoie de nimic altceva, in general strungurile cnc is adauga material ei din material holder. Trebuie doar intoarsa piesa daca este cazul.
Frezele cnc sunt mai complexe, si depinde de numarul lor de axe, se pot realiza piese chiar foarte complexe.
Freza cu 3 axe este o freza normala, doar ca e controlata de calculator. Scula coboara pe Z, iar banc-ul se misca pe X, Y.
Cele cu mai multe axe... well video
Rotile dintate
Pe scurt, e mai bine sa o cumperi decat sa iti calculeze cineva manopera pentru o bucata.
Rotile dintate se realizeaza pe ajutorul masinilor facute pentru a realiza roti dintate din cauza formelor specifice.
O roata dintata incepe cu degajarea, unde dintr-u bucata de bara se debiteaza un disc, cu latimea putin mai mare decat trebuie sa fie roata dintata (~5mm mai mare in diametru).
Dupa aceste se aseaza piesa intr-un cap divizor si se creaza dantura. se poate realiza si pe strung, dar rotatia capului strungului trebuie sa fie in sincron cu rotatia capului divizor, deoarece numarul de dinti (z), este bine definit, echidistant, iar rotatia este de X grade la o Y rotatii al capului. Nu vreau sa ma bag in detalii, ideea este ca e o procedura destul de complicata.
Dupa ce s-a realizat efectiv acest lucru, sa nu uitam ca rotile dintate trebuie neaparat tratate termic, in general calit revenit la duritate Brinel 45-60.
Doar dupa tratament se realizeaza finisarea, adica cu scule abrazive de mare finete si mare duritate. Acest proces este de durata destul de lunga, si costisitoare doar din punctul de vedere al curentului consumat de catre masinile unelte.
Degajarea pe strung, realizarea danturii pe brose, sau alte masini unelte, tratarea termica se poate face si romanaste (arunci in foc, cand e incins scoti si il arunci in apa rece), dar finisarea trebuie masini de inalta precizie (vorbim de microni deja aici)
Din acest motiv, realizarea rotilor dintate se face in masa, si nu in prototip. Pentru fiecare roata separata, se face recalibrarea, reajustarea sculelor, calculele aferente rotilor dintate etc. Aceste roti dintate, in general sunt standardizate, ca sa se reduca costurile. Foarte rar se gasesc roti dintate speciale.
Spre exemplu un simplu pinion de atac, ce costa cam 20 de lei, fabricat separat, ca o singura piesa (prototip), poate ajunge chiar si pana la 200-300 de roni ;)
Cu acesta doresc sa inchid micul tutorial, si in calitate de inginer, as dori sa aduc mii de multumiri domnului Marian, care a fost deschis sa invete sa lucreze la o asemenea masina unealta si ca este dispus sa ajute pe oricine in caz de nevoie. Noi inginerii, nu am fi absolut nimic fara acesti oameni care au asemenea calitatie si cunostinte mecanica precum si cunostinte de operare a acestor masini uimitoare.
Un an nou fericit tuturor
Am vazut acest topic, si unii au cerut piese ce nu se pot face pe strung ca urmare daca mi se permite si nu deranjez vreau sa explic putin ce si cum functioneaza.
Strungul
este masina unealta care are un cap mobil circular, care este si partea mobila in care se prind piesele. Aceste piese pot fi hexagonale sau rotunde.
Puteti sa va imaginati capul unui burghiu. Este ca o mandrina, pusa orizontal. Cutitul este mobil doar pe orizontala, axele X si Y.
pe aceasta masina se pot realiza DOAR piese circulare (arbori). De exemplu, Axe, pini, tije, tije filetate, etc.
NU se pot realiza placi.
Tineti minte va rog ca degajarile si suprafetele curbe sunt foarte foarte greu de realizat pe un strung.
http://www.3dmax-tutorials.com/graphics/il_nurbs_lathe_align.jpg
Freza
Aceasta este o masina unealta care are un banc mobil pe care piesa este asezata fix. Scula de prelucrare este vertical si are cursa doar pe Z.
Aici se pot realiza placi metalice cu prelucrare pe oricare suprafata.
Prelucrarile la unghi se fac cu alte componente de interconectare. pentru a lucra la unghi, se adauga pe banc un suport la unghi, on care vine piesa.
Gaurile dispuse pe cerc, de exemplu la flanse, se realizeaza cu ajutorul unui cap divizor.
Acest cap divizor se poate prinde si pe strung si se pot realiza roti dintate.
CNC
Deoarece ne ajunge si tehnologia din urma, avem si noi la dispozitie CNC-uri. acestea pot fi strunguri sau freze care au control numeric de la calculator. In ideea, se realizeaza piesa virtual, i se genereaza programul si se incarca pe masina.
De aici, la strung nu mai este nevoie de nimic altceva, in general strungurile cnc is adauga material ei din material holder. Trebuie doar intoarsa piesa daca este cazul.
Frezele cnc sunt mai complexe, si depinde de numarul lor de axe, se pot realiza piese chiar foarte complexe.
Freza cu 3 axe este o freza normala, doar ca e controlata de calculator. Scula coboara pe Z, iar banc-ul se misca pe X, Y.
Cele cu mai multe axe... well video
Rotile dintate
Pe scurt, e mai bine sa o cumperi decat sa iti calculeze cineva manopera pentru o bucata.
Rotile dintate se realizeaza pe ajutorul masinilor facute pentru a realiza roti dintate din cauza formelor specifice.
O roata dintata incepe cu degajarea, unde dintr-u bucata de bara se debiteaza un disc, cu latimea putin mai mare decat trebuie sa fie roata dintata (~5mm mai mare in diametru).
Dupa aceste se aseaza piesa intr-un cap divizor si se creaza dantura. se poate realiza si pe strung, dar rotatia capului strungului trebuie sa fie in sincron cu rotatia capului divizor, deoarece numarul de dinti (z), este bine definit, echidistant, iar rotatia este de X grade la o Y rotatii al capului. Nu vreau sa ma bag in detalii, ideea este ca e o procedura destul de complicata.
Dupa ce s-a realizat efectiv acest lucru, sa nu uitam ca rotile dintate trebuie neaparat tratate termic, in general calit revenit la duritate Brinel 45-60.
Doar dupa tratament se realizeaza finisarea, adica cu scule abrazive de mare finete si mare duritate. Acest proces este de durata destul de lunga, si costisitoare doar din punctul de vedere al curentului consumat de catre masinile unelte.
Degajarea pe strung, realizarea danturii pe brose, sau alte masini unelte, tratarea termica se poate face si romanaste (arunci in foc, cand e incins scoti si il arunci in apa rece), dar finisarea trebuie masini de inalta precizie (vorbim de microni deja aici)
Din acest motiv, realizarea rotilor dintate se face in masa, si nu in prototip. Pentru fiecare roata separata, se face recalibrarea, reajustarea sculelor, calculele aferente rotilor dintate etc. Aceste roti dintate, in general sunt standardizate, ca sa se reduca costurile. Foarte rar se gasesc roti dintate speciale.
Spre exemplu un simplu pinion de atac, ce costa cam 20 de lei, fabricat separat, ca o singura piesa (prototip), poate ajunge chiar si pana la 200-300 de roni ;)
Cu acesta doresc sa inchid micul tutorial, si in calitate de inginer, as dori sa aduc mii de multumiri domnului Marian, care a fost deschis sa invete sa lucreze la o asemenea masina unealta si ca este dispus sa ajute pe oricine in caz de nevoie. Noi inginerii, nu am fi absolut nimic fara acesti oameni care au asemenea calitatie si cunostinte mecanica precum si cunostinte de operare a acestor masini uimitoare.
Un an nou fericit tuturor

#98
bitex
- MEGA Membru
-

- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 04 January 2014 - 03:14 PM
Frumusel tutorialul, prinde bine.
Vin cu o completare. Pe strung se realizeaza suprafete de revolutie asa cum ati precizat, dar si suprafete plane. Prin urmare se "realizeaza" si placi sau piese chiar numai cu suprafete plane. Asta include si combinatiile dintre ele.
La fel, semifabricatul poate avea orice forma daca poate fi prins in dispozitivul masinii. Si n-ar fi rau de uitat ca si la strung se poate inversa pozitia sculelor aschietoare cu a semifabricatului, transformandu-l aproape intr-o freza clasica.
"in calitate de inginer, as dori sa aduc mii de multumiri domnului Marian, care a fost deschis sa invete sa lucreze la o asemenea masina unealta si ca este dispus sa ajute pe oricine in caz de nevoie. Noi inginerii, nu am fi absolut nimic fara acesti oameni care au asemenea calitatie si cunostinte mecanica precum si cunostinte de operare a acestor masini uimitoare"
Mii de multumiri si din partea mea domnului Marian ca a fost deschis sa invete si ca e dispus sa ajute pe oricine!
Puteti totusi detalia cum se realizeaza o roata dintata pe un strung, daca avem si un cap divizor? Adica sa dezvoltati putin ideea: "Dupa aceste se aseaza piesa intr-un cap divizor si se creaza dantura. se poate realiza si pe strung, dar rotatia capului strungului trebuie sa fie in sincron cu rotatia capului divizor, deoarece numarul de dinti (z), este bine definit, echidistant, iar rotatia este de X grade la o Y rotatii al capului. " Cum e cu sincronismul dintre capul strungului si cel divizor? Exista un astfel de strung, adica unul care poate face asta?
Multumesc anticipat pentru orice fel de raspuns.
mihalyn90, la 04 January 2014 - 02:23 PM, a spus:
Strungul
...pe aceasta masina se pot realiza DOAR piese circulare (arbori). De exemplu, Axe, pini, tije, tije filetate, etc.
NU se pot realiza placi.
...pe aceasta masina se pot realiza DOAR piese circulare (arbori). De exemplu, Axe, pini, tije, tije filetate, etc.
NU se pot realiza placi.
Vin cu o completare. Pe strung se realizeaza suprafete de revolutie asa cum ati precizat, dar si suprafete plane. Prin urmare se "realizeaza" si placi sau piese chiar numai cu suprafete plane. Asta include si combinatiile dintre ele.
La fel, semifabricatul poate avea orice forma daca poate fi prins in dispozitivul masinii. Si n-ar fi rau de uitat ca si la strung se poate inversa pozitia sculelor aschietoare cu a semifabricatului, transformandu-l aproape intr-o freza clasica.
"in calitate de inginer, as dori sa aduc mii de multumiri domnului Marian, care a fost deschis sa invete sa lucreze la o asemenea masina unealta si ca este dispus sa ajute pe oricine in caz de nevoie. Noi inginerii, nu am fi absolut nimic fara acesti oameni care au asemenea calitatie si cunostinte mecanica precum si cunostinte de operare a acestor masini uimitoare"
Mii de multumiri si din partea mea domnului Marian ca a fost deschis sa invete si ca e dispus sa ajute pe oricine!
Puteti totusi detalia cum se realizeaza o roata dintata pe un strung, daca avem si un cap divizor? Adica sa dezvoltati putin ideea: "Dupa aceste se aseaza piesa intr-un cap divizor si se creaza dantura. se poate realiza si pe strung, dar rotatia capului strungului trebuie sa fie in sincron cu rotatia capului divizor, deoarece numarul de dinti (z), este bine definit, echidistant, iar rotatia este de X grade la o Y rotatii al capului. " Cum e cu sincronismul dintre capul strungului si cel divizor? Exista un astfel de strung, adica unul care poate face asta?
Multumesc anticipat pentru orice fel de raspuns.
Aceasta postare a fost editata de bitex: 04 January 2014 - 03:16 PM
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#99
mihalyn90
- Membru de onoare
-
- Grup: Members
- Postari: 617
- Inregistrat: 19-December 13
- Gender:Male
- Location:Oradea
- Interests:RC Car, Robotics, Reading, Music
Postat 04 January 2014 - 04:04 PM
Pe strung se poate face, dupa cate observ, si din experienta mea (am doar 23 de ani), rotile dintate pe strung se fac doar dinte cu dinte.
De exemplu pentru un pinion de 28 de dinti, avem nevoie de 360/28, adica 12.85° grade la fiecare pas.
Cutitul se aseaza in strung, in capul port-piesa, iar piesa pe bancul port-scula, dupa cum ati precizat.
Acesta este cea mai simpla metoda dupa mine.
Sau,
se poate folosi capul strungului ca port piesa, si in dizpozitibul de port scula se pune scula aschietoare. Avansul sculei este doar pe longitudinea piesei. Proces de numit brosare.
Dizivarea se poate calcula cu ajutorul reductiei motorului strungului.
Totusi acesta necesita modificarea strungului...
Modificare strung...
De exemplu pentru un pinion de 28 de dinti, avem nevoie de 360/28, adica 12.85° grade la fiecare pas.
Cutitul se aseaza in strung, in capul port-piesa, iar piesa pe bancul port-scula, dupa cum ati precizat.
Acesta este cea mai simpla metoda dupa mine.
Sau,
se poate folosi capul strungului ca port piesa, si in dizpozitibul de port scula se pune scula aschietoare. Avansul sculei este doar pe longitudinea piesei. Proces de numit brosare.
Dizivarea se poate calcula cu ajutorul reductiei motorului strungului.
Totusi acesta necesita modificarea strungului...
Modificare strung...
#100
mihalyn90
- Membru de onoare
-
- Grup: Members
- Postari: 617
- Inregistrat: 19-December 13
- Gender:Male
- Location:Oradea
- Interests:RC Car, Robotics, Reading, Music
Postat 04 January 2014 - 04:07 PM
La fel, cu toate ca nu prea e folosit, se poate folosi strungul pentru taierea rotii dintate pentru un sistem melc-roata melcata dupa cum se observa si in acest video...
Deoarece o poza face cat o mie de cuvinte, presupun ca este mai usor sa link-uiesc videourile :)
Acum si aici daca putem regla inaltimea piesei, putem realiza taieri de la lateralul piese la celalalt lateral rezultand o roata dintata adecvata pentru angrenaje roata dintata - roata dintata.
Deoarece o poza face cat o mie de cuvinte, presupun ca este mai usor sa link-uiesc videourile :)
Acum si aici daca putem regla inaltimea piesei, putem realiza taieri de la lateralul piese la celalalt lateral rezultand o roata dintata adecvata pentru angrenaje roata dintata - roata dintata.
Aceasta postare a fost editata de mihalyn90: 04 January 2014 - 04:08 PM
#101
Similey
- Incepator
-
- Grup: Members
- Postari: 19
- Inregistrat: 03-September 10
- Gender:Male
- Location:Bacau
Postat 04 January 2014 - 04:51 PM
Buna ziua! As avea nevoie de 2 piese ca cea din imagine, care este o cupla sau un adaptor de la 5 la 3.20 mm
Puteti sa realizati asa ceva cu tot cu suruburile de prindere a axului?
https://dl.dropboxusercontent.com/u/84367582/%24T2eC16N%2C%21zEFIehmI5pBBSdTPEVDdw%7E%7E60_3.JPG
Puteti sa realizati asa ceva cu tot cu suruburile de prindere a axului?
https://dl.dropboxusercontent.com/u/84367582/%24T2eC16N%2C%21zEFIehmI5pBBSdTPEVDdw%7E%7E60_3.JPG
Aceasta postare a fost editata de Similey: 04 January 2014 - 04:54 PM
#102
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 04 January 2014 - 11:31 PM
Multumesc pentru raspuns, cred ca putem ramane doar la subiectul initial al topicului.
Aschierea aia de material cu tarodul n-as numi-o prelucrare de roata dintata, cealalta prelucrare este pe o masina de danturat nu pe strung, secventa cu "brosarea" (cum zici ca s-ar chema) merge dar este imprecisa si in aia cu capul divizor nu vad unde este sincronizat arborele principal al strungului cu arborele capului divizor. Nu-i problema ca nici in celelalte nu se vede. Stiam ca se pot face roti dintate pe strung, dar nu stiam daca sau cum, la un strung se pot sincroniza cele doua miscari. Si ma refer la strungurile clasice, nu la cnc-uri. O sa mai caut, poate aflu raspunsul la intrebare.
Spor la treaba!
Aschierea aia de material cu tarodul n-as numi-o prelucrare de roata dintata, cealalta prelucrare este pe o masina de danturat nu pe strung, secventa cu "brosarea" (cum zici ca s-ar chema) merge dar este imprecisa si in aia cu capul divizor nu vad unde este sincronizat arborele principal al strungului cu arborele capului divizor. Nu-i problema ca nici in celelalte nu se vede. Stiam ca se pot face roti dintate pe strung, dar nu stiam daca sau cum, la un strung se pot sincroniza cele doua miscari. Si ma refer la strungurile clasice, nu la cnc-uri. O sa mai caut, poate aflu raspunsul la intrebare.
Spor la treaba!
Aceasta postare a fost editata de bitex: 04 January 2014 - 11:32 PM
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#103
aurel10
- MEGA Membru
-
- Grup: Members
- Postari: 1268
- Inregistrat: 13-August 10
- Gender:Male
Postat 05 January 2014 - 04:57 PM
A facut o modificare le strung, divizarea se obtine cu ajutorul unei roti dintate din setul folosit pentru filetare
http://www.youtube.c...h?v=lqreWsmXG4k
Nu e asa precis ca un cap divizor dar cu modificarea asta a reusit sa faca piese pentru un camion rc
http://www.youtube.c...h?v=ZSwf18UzRB0
http://www.youtube.c...h?v=lqreWsmXG4k
Nu e asa precis ca un cap divizor dar cu modificarea asta a reusit sa faca piese pentru un camion rc
http://www.youtube.c...h?v=ZSwf18UzRB0
#104
ndc74
- Membru
-
- Grup: Members
- Postari: 134
- Inregistrat: 08-March 11
- Gender:Male
- Location:Bucuresti
Postat 06 January 2014 - 10:01 AM
Salutare tuturor si un nou an cat mai bun ! :drinks:
Multumesc colegului mihalyn90 si celorlati pt tutoriale, care sper sa aduca clarificari colegilor care nu au foarte multe cunostinte in domeniul prelucrarilor mecanice. Realitatea e ca nici eu nu sunt un strungar profesionist, dar cu pasiune si implicare se pot face multe, iar internet-ul este o sursa importanta si gratuita de informatie.
Din pacate link-ul lui Similey nu functioneaza, asa ca il rog sa-mi trimita o poza pe mail pt a putea raspunde:
ndc741 at yahoo.com.
Multumesc colegului mihalyn90 si celorlati pt tutoriale, care sper sa aduca clarificari colegilor care nu au foarte multe cunostinte in domeniul prelucrarilor mecanice. Realitatea e ca nici eu nu sunt un strungar profesionist, dar cu pasiune si implicare se pot face multe, iar internet-ul este o sursa importanta si gratuita de informatie.
Din pacate link-ul lui Similey nu functioneaza, asa ca il rog sa-mi trimita o poza pe mail pt a putea raspunde:
ndc741 at yahoo.com.
Aceasta postare a fost editata de ndc74: 06 January 2014 - 10:03 AM
#105
mihalyn90
- Membru de onoare
-
- Grup: Members
- Postari: 617
- Inregistrat: 19-December 13
- Gender:Male
- Location:Oradea
- Interests:RC Car, Robotics, Reading, Music
Postat 06 January 2014 - 10:42 AM
Uite poza lui Similey
http://i873.photobucket.com/albums/ab294/Nagy_Steve/mew_zps93250343.jpg
Ah ce am uitat... va rog...
la piese de inginerie mecanica, intotdeauna se folosesc mm, iar campul de toleranta se da la fel in mm...
10mm±0.10 sau 10mm±0.02
in cm se lucreaza la tamplarie si arhitectura :)
Nu am putut sa ma abtin sa nu specific acest lucru deoarece si eu am luat suturi in fund destul de multe cand vorbeam in cm sau m.
http://i873.photobucket.com/albums/ab294/Nagy_Steve/mew_zps93250343.jpg
Ah ce am uitat... va rog...
la piese de inginerie mecanica, intotdeauna se folosesc mm, iar campul de toleranta se da la fel in mm...
10mm±0.10 sau 10mm±0.02
in cm se lucreaza la tamplarie si arhitectura :)
Nu am putut sa ma abtin sa nu specific acest lucru deoarece si eu am luat suturi in fund destul de multe cand vorbeam in cm sau m.
Aceasta postare a fost editata de mihalyn90: 06 January 2014 - 10:45 AM
#106
niku85

- Incepator
-
- Grup: Members
- Postari: 24
- Inregistrat: 28-January 12
- Gender:Male
- Location:Bucuresti
Postat 22 January 2014 - 02:40 PM
Salut,
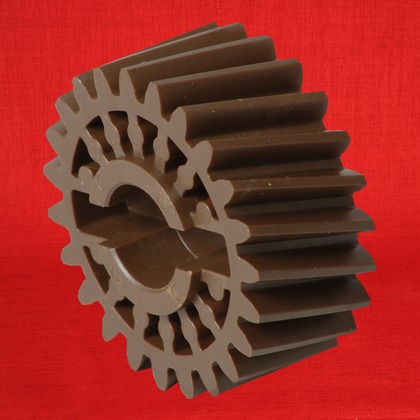
Ma poti ajuta cu rotita asta:
http://www.precision...m/img/M3862.jpg
Are 23 dinti si diamentrul undeva la 15 mm.
Daca ma poti ajuta, iti aduc/trimit rotita.
0726195725
Ma poti ajuta cu rotita asta:
http://www.precision...m/img/M3862.jpg
Are 23 dinti si diamentrul undeva la 15 mm.
Daca ma poti ajuta, iti aduc/trimit rotita.
0726195725
#107
mihalyn90
- Membru de onoare
-
- Grup: Members
- Postari: 617
- Inregistrat: 19-December 13
- Gender:Male
- Location:Oradea
- Interests:RC Car, Robotics, Reading, Music
Postat 22 January 2014 - 03:07 PM
niku85, la 22 January 2014 - 02:40 PM, a spus:
Salut,
Ma poti ajuta cu rotita asta:
http://www.precision...m/img/M3862.jpg
Are 23 dinti si diamentrul undeva la 15 mm.
Daca ma poti ajuta, iti aduc/trimit rotita.
0726195725
Ma poti ajuta cu rotita asta:
http://www.precision...m/img/M3862.jpg
Are 23 dinti si diamentrul undeva la 15 mm.
Daca ma poti ajuta, iti aduc/trimit rotita.
0726195725
Nu inteleg de ce nu citeste cineva ceva... e scris frumos:
mihalyn90 a spus:
Rotile dintate
Pe scurt, e mai bine sa o cumperi decat sa iti calculeze cineva manopera pentru o bucata.
Rotile dintate se realizeaza pe ajutorul masinilor facute pentru a realiza roti dintate din cauza formelor specifice.
O roata dintata incepe cu degajarea, unde dintr-u bucata de bara se debiteaza un disc, cu latimea putin mai mare decat trebuie sa fie roata dintata (~5mm mai mare in diametru).
Dupa aceste se aseaza piesa intr-un cap divizor si se creaza dantura. se poate realiza si pe strung, dar rotatia capului strungului trebuie sa fie in sincron cu rotatia capului divizor, deoarece numarul de dinti (z), este bine definit, echidistant, iar rotatia este de X grade la o Y rotatii al capului. Nu vreau sa ma bag in detalii, ideea este ca e o procedura destul de complicata.
Dupa ce s-a realizat efectiv acest lucru, sa nu uitam ca rotile dintate trebuie neaparat tratate termic, in general calit revenit la duritate Brinel 45-60.
Doar dupa tratament se realizeaza finisarea, adica cu scule abrazive de mare finete si mare duritate. Acest proces este de durata destul de lunga, si costisitoare doar din punctul de vedere al curentului consumat de catre masinile unelte.
Degajarea pe strung, realizarea danturii pe brose, sau alte masini unelte, tratarea termica se poate face si romanaste (arunci in foc, cand e incins scoti si il arunci in apa rece), dar finisarea trebuie masini de inalta precizie (vorbim de microni deja aici)
Din acest motiv, realizarea rotilor dintate se face in masa, si nu in prototip. Pentru fiecare roata separata, se face recalibrarea, reajustarea sculelor, calculele aferente rotilor dintate etc. Aceste roti dintate, in general sunt standardizate, ca sa se reduca costurile. Foarte rar se gasesc roti dintate speciale.
Pe scurt, e mai bine sa o cumperi decat sa iti calculeze cineva manopera pentru o bucata.
Rotile dintate se realizeaza pe ajutorul masinilor facute pentru a realiza roti dintate din cauza formelor specifice.
O roata dintata incepe cu degajarea, unde dintr-u bucata de bara se debiteaza un disc, cu latimea putin mai mare decat trebuie sa fie roata dintata (~5mm mai mare in diametru).
Dupa aceste se aseaza piesa intr-un cap divizor si se creaza dantura. se poate realiza si pe strung, dar rotatia capului strungului trebuie sa fie in sincron cu rotatia capului divizor, deoarece numarul de dinti (z), este bine definit, echidistant, iar rotatia este de X grade la o Y rotatii al capului. Nu vreau sa ma bag in detalii, ideea este ca e o procedura destul de complicata.
Dupa ce s-a realizat efectiv acest lucru, sa nu uitam ca rotile dintate trebuie neaparat tratate termic, in general calit revenit la duritate Brinel 45-60.
Doar dupa tratament se realizeaza finisarea, adica cu scule abrazive de mare finete si mare duritate. Acest proces este de durata destul de lunga, si costisitoare doar din punctul de vedere al curentului consumat de catre masinile unelte.
Degajarea pe strung, realizarea danturii pe brose, sau alte masini unelte, tratarea termica se poate face si romanaste (arunci in foc, cand e incins scoti si il arunci in apa rece), dar finisarea trebuie masini de inalta precizie (vorbim de microni deja aici)
Din acest motiv, realizarea rotilor dintate se face in masa, si nu in prototip. Pentru fiecare roata separata, se face recalibrarea, reajustarea sculelor, calculele aferente rotilor dintate etc. Aceste roti dintate, in general sunt standardizate, ca sa se reduca costurile. Foarte rar se gasesc roti dintate speciale.
Sper ca vezi si tu ca acea e roata dintate elicoidala deci nici vorba sa folosesti strung, brosa, freza la asa ceva!
#108
ndc74
- Membru
-
- Grup: Members
- Postari: 134
- Inregistrat: 08-March 11
- Gender:Male
- Location:Bucuresti
Postat 23 January 2014 - 08:29 AM
Merci pt raspuns.
mihalyn90 are dreptate, asa ceva nu se poate face pe stung si din pacate eu nu am decat un strungulet.
O zi buna!
mihalyn90 are dreptate, asa ceva nu se poate face pe stung si din pacate eu nu am decat un strungulet.
O zi buna!
Aceasta postare a fost editata de ndc74: 23 January 2014 - 08:30 AM
#109
H7-25

- Membru
-
- Grup: Members
- Postari: 242
- Inregistrat: 28-June 12
- Gender:Male
- Location:Botosani
- Interests:modelism, fishing, surveying
Postat 02 February 2014 - 11:17 PM
Salut! Am nevoie de nişte "bucşe cu flanşă" din inox (preferabil). Cotele sunt: diametru exterior 7mm +/-0,05 ; diam. interior = 6,30mm +/- 0.02; lungime = 2,5mm +0,00/- 0,1. Flanşa are diam. exterior = 7,6mm +0,1/- 0,05 şi este pe o lungime de 0,5-0,6mm din cei 2,5mm lungime totala bucşă. Soluţia pe care o vad eu ca fiind mai simplă este ţeava de inox de 8mm cu grosime perete de 1mm utilizată la grilaje ornamentale, alezată sau găurită la interior cu un burghiu potrivit (eventual burghiu de 6,5 slefuit pe exterior) pentru a obţine intrarea usor forţată pe axul de 6,30. Găurire pe porţiuni mici, debitarea bucşelor şi apoi prelucrarea lor pe exterior (pentru obţinerea flanşei) pe un ax centrat prin strunjire in universal o singură dată astfel încât sa păstreze centrarea diametrului interior cu cel exterior. În imagine este o astfel de bucşă dar cu un diametru interior mai mic. Dacă se poate şi un preţ pentru 50 buc. Multumesc!
Thumbnail atasat

In God we trust, all others must pay cash!
#112
AlecsanderC
- Nou venit
-
- Grup: Members
- Postari: 1
- Inregistrat: 15-April 14
Postat 21 April 2014 - 10:06 AM
Buna ziua!
Aveti posibilitate sa scoateti buza care se formeaza pe discurile de frana? Eventual si luat pe toata suprafata juma de milimetru ca noile placute sa se aseze perfect?
Aveti posibilitate sa scoateti buza care se formeaza pe discurile de frana? Eventual si luat pe toata suprafata juma de milimetru ca noile placute sa se aseze perfect?
#113
ndc74
- Membru
-
- Grup: Members
- Postari: 134
- Inregistrat: 08-March 11
- Gender:Male
- Location:Bucuresti
Postat 22 April 2014 - 09:18 AM
AlecsanderC, la 21 April 2014 - 10:06 AM, a spus:
Buna ziua!
Aveti posibilitate sa scoateti buza care se formeaza pe discurile de frana? Eventual si luat pe toata suprafata juma de milimetru ca noile placute sa se aseze perfect?
Aveti posibilitate sa scoateti buza care se formeaza pe discurile de frana? Eventual si luat pe toata suprafata juma de milimetru ca noile placute sa se aseze perfect?
Cristos a inviat tuturor modelistilor!
Din pacate strunguletul meu est prea mic pt un astfel de diametru.
Trebuie sa cautati pe cineva cu un strung mare.
O zi buna!
#114
Zippo

- MEGA Membru
-
- Grup: Members
- Postari: 1077
- Inregistrat: 02-December 02
- Gender:Male
- Location:Suceava
Postat 02 July 2014 - 08:26 AM
Salut!
Spune-mi te rog daca poti realiza acest calapod, din aluminiu sau robalit, teflon.
Ma intereseaza ca suprafata sa fie perfecta (oglinda) si cotele sa fie exacte pe toata suprafata.
Astept un PM .
Multumesc !
 matrita-racheta.pdf (380.13K)
matrita-racheta.pdf (380.13K)
Number of downloads: 205
Spune-mi te rog daca poti realiza acest calapod, din aluminiu sau robalit, teflon.
Ma intereseaza ca suprafata sa fie perfecta (oglinda) si cotele sa fie exacte pe toata suprafata.
Astept un PM .
Multumesc !
matrita-racheta.pdf (380.13K)
Number of downloads: 205
#115
ndc74
- Membru
-
- Grup: Members
- Postari: 134
- Inregistrat: 08-March 11
- Gender:Male
- Location:Bucuresti
Postat 02 July 2014 - 08:37 AM
Salut,
as putea realiza piesa, dar din pacate nu cred ca am material atat de lung.
Daca cumperi materialul ne auzim.
Eu am sa verific la randul meu printre bucatile ramase de la alte proiecte, dar nu cred ca am fi de 42-45 atat de lung.
O zi buna!
as putea realiza piesa, dar din pacate nu cred ca am material atat de lung.
Daca cumperi materialul ne auzim.
Eu am sa verific la randul meu printre bucatile ramase de la alte proiecte, dar nu cred ca am fi de 42-45 atat de lung.
O zi buna!
#117
ndc74
- Membru
-
- Grup: Members
- Postari: 134
- Inregistrat: 08-March 11
- Gender:Male
- Location:Bucuresti
Postat 28 January 2015 - 12:11 PM
Salut,
am vazut in discutia de pe un alt topic ca e vorba de prelucare la microni.
Din pacate la chinezul meu nu se poate vorbi de microni, asa ca nu cred ca e pot ajuta.
O zi buna!
am vazut in discutia de pe un alt topic ca e vorba de prelucare la microni.
Din pacate la chinezul meu nu se poate vorbi de microni, asa ca nu cred ca e pot ajuta.
O zi buna!
#118
oachidori

- F22 Raptor Fan
-
- Grup: Members
- Postari: 2393
- Inregistrat: 05-August 09
- Gender:Male
- Location:Bucuresti-parc IOR
- Interests:Aeromodele, Modelare 3D
Postat 06 April 2015 - 10:22 PM
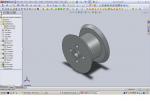
Salut,
poti sa imi faci piesele astea?
Diametrul la backplate este de 102 mm iar jantele de cc 35 mm.Daca da o sa iti dau datele pe o adresa de mail.
mersi
poti sa imi faci piesele astea?
Diametrul la backplate este de 102 mm iar jantele de cc 35 mm.Daca da o sa iti dau datele pe o adresa de mail.
mersi
Thumbnail atasat

Olivian Diaconescu
Radio:
Multiplex Royal Pro 16 2.4GHz
Aero:
BADAN Kit - Yak55M 2.8m; MVVS116NP; Rezo RE2 MTW
EXTREME FLIGHT - Extra 300 2.3m; MVVS58 Prosport; Rezo -MVVS
MULTIPLEX - Funcub;Parkmaster;Funjet Ultra2
FREEWING - F22 Xicoy X45 Jet
ROBBE - Mistral 2.0m
F22 depron
AERONAUT - Triple RES 2.0m
Auto:
TRAXXAS - E Revo 1/16
ARRMA - Typhon 6S
Radio:
Multiplex Royal Pro 16 2.4GHz
Aero:
BADAN Kit - Yak55M 2.8m; MVVS116NP; Rezo RE2 MTW
EXTREME FLIGHT - Extra 300 2.3m; MVVS58 Prosport; Rezo -MVVS
MULTIPLEX - Funcub;Parkmaster;Funjet Ultra2
FREEWING - F22 Xicoy X45 Jet
ROBBE - Mistral 2.0m
F22 depron
AERONAUT - Triple RES 2.0m
Auto:
TRAXXAS - E Revo 1/16
ARRMA - Typhon 6S
#119
ndc74
- Membru
-
- Grup: Members
- Postari: 134
- Inregistrat: 08-March 11
- Gender:Male
- Location:Bucuresti
Postat 07 April 2015 - 10:54 AM
Salut,
jantele se pot face din aluminiu si am si material, dar backplate-ul avand diametru atat de mare e foarte greu de facut pe strunguletul meu si nici nu cred ca am material asa gros.
Ceva mai dificil ar fi de facut cele 4 gauri caci nu am un platou divizor, dar le scot la capat si pe ele.
jantele se pot face din aluminiu si am si material, dar backplate-ul avand diametru atat de mare e foarte greu de facut pe strunguletul meu si nici nu cred ca am material asa gros.
Ceva mai dificil ar fi de facut cele 4 gauri caci nu am un platou divizor, dar le scot la capat si pe ele.
#120
oachidori
- F22 Raptor Fan
-
- Grup: Members
- Postari: 2393
- Inregistrat: 05-August 09
- Gender:Male
- Location:Bucuresti-parc IOR
- Interests:Aeromodele, Modelare 3D
Postat 07 April 2015 - 10:55 AM
ndc74, la 07 April 2015 - 10:54 AM, a spus:
Salut,
jantele se pot face din aluminiu si am si material, dar backplate-ul avand diametru atat de mare e foarte greu de facut pe strunguletul meu si nici nu cred ca am material asa gros.
Ceva mai dificil ar fi de facut cele 4 gauri caci nu am un platou divizor, dar le scot la capat si pe ele.
jantele se pot face din aluminiu si am si material, dar backplate-ul avand diametru atat de mare e foarte greu de facut pe strunguletul meu si nici nu cred ca am material asa gros.
Ceva mai dificil ar fi de facut cele 4 gauri caci nu am un platou divizor, dar le scot la capat si pe ele.
Ti-am trimis pe mail detaliile.
Olivian Diaconescu
Radio:
Multiplex Royal Pro 16 2.4GHz
Aero:
BADAN Kit - Yak55M 2.8m; MVVS116NP; Rezo RE2 MTW
EXTREME FLIGHT - Extra 300 2.3m; MVVS58 Prosport; Rezo -MVVS
MULTIPLEX - Funcub;Parkmaster;Funjet Ultra2
FREEWING - F22 Xicoy X45 Jet
ROBBE - Mistral 2.0m
F22 depron
AERONAUT - Triple RES 2.0m
Auto:
TRAXXAS - E Revo 1/16
ARRMA - Typhon 6S
Radio:
Multiplex Royal Pro 16 2.4GHz
Aero:
BADAN Kit - Yak55M 2.8m; MVVS116NP; Rezo RE2 MTW
EXTREME FLIGHT - Extra 300 2.3m; MVVS58 Prosport; Rezo -MVVS
MULTIPLEX - Funcub;Parkmaster;Funjet Ultra2
FREEWING - F22 Xicoy X45 Jet
ROBBE - Mistral 2.0m
F22 depron
AERONAUT - Triple RES 2.0m
Auto:
TRAXXAS - E Revo 1/16
ARRMA - Typhon 6S
Arata acest topic










{kind=link}
3 useri citesc topicul
0 membri, 3 vizitatori, 0 utilizatori anonimi
