Am ascuns niste mesaje, nu era OK sa ramana aici si imi cer scuze ca am iesit pe aratura...
Revin la PCB-uri. Azi m-am jucat intr-o pauza cu Eagle si programele adiacente. Ar iesi cablaje frumusele dupa ceva "antrenament" pe la setari.
Intai ca dupa primii cm frezati am rupt varful frezei pe care o tot laudam. Si am ajuns la vechiul ascutit manual. Culmea este ca daca se dispune de ceva cu turatie mare, o piatra potrivita si se improvizeaza un mic dispozitiv de rotire care sa si centreze scula, se poate ascuti bine orice coada de scula rupta, dar din material bun. Parerea mea e ca in pertinaxi cu cupru merge si otelul rapid, dar pentru sticlotextolit e musai carbura metalica. Am rulat 2 ULP-uri si aproape ca am ajuns la ceva suportabil. Cred ca o sa pun poza. Ce probleme as observa eu la prima vedere:
Trebuie ca scula sa fie corect ascutita si bine centrata, masina sa nu aiba jocuri mari. Motorul de frezare sa aiba turatie mare. Am facut probe si la 10.000 rpm si la 35.000 rpm. Daca scula e ascutita bine, undeva pe la mijloc sau chiar mai jos, e OK.
Trebuie cunoscuta bine grosimea stratului de cupru pentru tipul de placa frezat. Fie masurat cu ceva, fie prin teste de frezare. Trebuie foarte corect aleasa originea sistemului, orice eroare pe verticala inseamna pe langa un canal mai adanc sau mai putin adanc (asta nu prea deranjeaza, fiind vorba de sutimi de mm din cei aproape 1,6 mm cat ar putea avea cablajul), o latime mai mare sau mai mica a frezarii, lucru care poate deranja daca se cumuleaza.
Trebuie mare atentie la ULP-ul folosit si facuta socoteala corect... Adica daca prinderea placii permite gaurirea ei, daca schimbarea sculei dureaza mult mai putin decat gaurirea manuala si merita marcat doar centrul fiecarui pad chiar cu scula folosita la frezare... Din ce am observat, nu ambele ULP-uri au pastrat setarile facute, a trebuit sa le rescriu de fiecare data. O varianta ar fi modificarea valorilor direct in textul ULP-ului. ca sa nu mai fie nici o problema. Mai era o varianta cu plata, pe care nu am apucat sa o incerc nici macar ca demo. Plus ca obligatoriu trebuie modificata pozitia de X0Y0 conform preferintelor. N-am idee de ce, in fisierele folosite originea e cand mult sub cablaj cand mult deasupra lui pe Y.
Cred ca daca cineva are masina pregatita si facuta sau lasata doar pentru gravare de cablaje, este mult mai simplu. Dar e complicat sa dai jos o menghina centrata bine, sa montezi un alt dispozitiv de prindere a placutelor... Adica incep sa cred ca nici macar pentru unicate nu e o solutie usoara desi rezultatul poate arata bine. E de discutat.
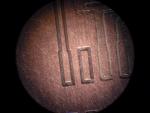
Aaveam un mic text pe cablaj (un semn minus), care nu a fost frezat. A trebuit sa-l scot de acolo, ca sa poata fi frezat cablajul integral, ca frezarea indiferent de unde venea, se oprea in acel text.
Ar fi OK stabilirea unor valori potrivite pentru distantele intre trasee inca de la realizarea PCB-ului, datorita grosimii minime a sculei. Daca prin metoda transferului termic scriam text cu inaltime de 1,2mm, in mod sigur asta nu o s-o fac prin frezare cu freza conica la 30 grade. Candva o sa incerc sa vad si de text.
Parca nu merita mers cu viteza prea mare, o economie de cateva secunde nu conteaza la unicate.
Cablajul lipit cu banda dublu adeziva sta la locul lui, fara sa se deplaseze.
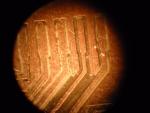
Daca la prima proba am exfoliat traseul acesta devenind prea ingust datorita setarilor si reglajului imprecis, spre final a fost OK, am putut sa debavurez chiar cu perie de sarma aspra fara sa rup nimic. Zic ca merita incercat si discutat in continuare. Orice informatie suplimentara va fi apreciata de posteritate... Si inclin sa cred ca odata stabilit si respectat totul ca la carte se poate si merge pe productie de serie, fiecare cablaj fiind facut extrem de repede.
Spor la treaba tuturor!
Aceasta postare a fost editata de bitex: 28 March 2011 - 06:38 PM
 Ajutor
Ajutor





 Citare Multipla
Citare Multipla