 Ajutor
Ajutor



1. Are cineva o schema de conectare servo drivere (Gecko 340) cu encodere + home switch, limits, cu optocuploare, eventual un alt controler intre portul paralel (sau serial ?) si drivere ?
Ma refer la cineva care a si realizat practic montajul, nu doar link-uri pe net.
2. Caut pe acel "cineva" dispus si capabil sa realizeze montajul, contra cost evident. O singura conditie: calitate si seriozitate !
Ma puteti contacta pe MI.
CNC (computer numerical control) masini cu comanda numerica
 Citare Multipla
Citare Multipla
#1292
 mmc
mmc 
- Incepator
-

- Grup: Members
- Postari: 28
- Inregistrat: 20-May 04
Postat 26 January 2006 - 02:08 AM
stal, la 25 Jan 2006, 20:31, a spus:
... rezultate remarcabile... il au mousii optici... culmea se adapteaza perfect softurilor hoby...
Imi permit sa am rezerve fata de solutiie propuse.
Sesizoarele incrementale liniare provenite din imprimante nu cred ca sunt o solutie. Prin excelenta, o masina CNC functioneaza in conditii de mediu improprii unor astfel de dispozitive, in care depunerile de particule de praf cauzeaza micsorarea preciziei. Necesitatea stergerii frecvente a benzii gradate provoaca in f. scurt timp uzura suprafetei gradate. Pe de alta parte, lungimea lor mica (45-52 cm la o imprimanta A3 sau 32-38 cm la una A4) limiteaza drastic dimensiunile la care poate fi construita masina.
Primul amendament poate fi aplicat si mousilor optici. In plus, vibratiile - oricat de lipsita de vibratii ar fi masina - cred ca fac discutabila folosirea lor in scopul dorit. Daca tot sunt pe post de Gigi-contra, cum va fi rezolvata programarea controlerului (din cate cunosc, pe langa circuitul sesizor acolo mai este si un astfel de dispozitiv)?
Aceasta postare a fost editata de mmc: 26 January 2006 - 02:21 AM
#1293
stal
- Membru
-
- Grup: Members
- Postari: 111
- Inregistrat: 04-February 05
Postat 26 January 2006 - 10:23 AM
Am vrut sa ramin la stadiul de idee dar daca tot ai deschis discutia ...
Controlerul (de exemplu) de stepper ,in 90% din cazuri ,este proiectat astfel incit sa lucreze cu encodere in quadratura (http://www.mcmanis.c...quadratrak.html ).
Daca acest controller este de tip hardware gestioneaza singur feedback-ul encoder iar daca e software , softul genereaza pasii sau pulsurile necesare si asteapta raspunsul intr-unul din porturile calculatorului (vezi mach3 http://www.artofcnc.ca/ )
De remarcat ca majoritatea encoderelor lucreaza cu doua canale si linkul de mai sus cred ca e suficient in acest sens , cine doreste ,poate experimenta (eu am facut-o) integratul de pe mousii optici(doua axe) iar pentru cei care nu au vreme sau nu vor sa studieze pot adauga ca aceste integrate au la baza doua encodere quadratura,cu doua canale de rezolutie mare.
Cit despre praf te anunt ca nici un encoder ,de pe nici o masina(mai putin imprimantele) ,nu lucreaza deschis ,ci in carcase special construite iar vibratia nu le afecteaza(am vazut copiator digital color care aproape topaie si are vre-o 5-6 encodere ) nu am auzit de corectie a erorilor encoder....am sa mai studiez
Controlerul (de exemplu) de stepper ,in 90% din cazuri ,este proiectat astfel incit sa lucreze cu encodere in quadratura (http://www.mcmanis.c...quadratrak.html ).
Daca acest controller este de tip hardware gestioneaza singur feedback-ul encoder iar daca e software , softul genereaza pasii sau pulsurile necesare si asteapta raspunsul intr-unul din porturile calculatorului (vezi mach3 http://www.artofcnc.ca/ )
De remarcat ca majoritatea encoderelor lucreaza cu doua canale si linkul de mai sus cred ca e suficient in acest sens , cine doreste ,poate experimenta (eu am facut-o) integratul de pe mousii optici(doua axe) iar pentru cei care nu au vreme sau nu vor sa studieze pot adauga ca aceste integrate au la baza doua encodere quadratura,cu doua canale de rezolutie mare.
Cit despre praf te anunt ca nici un encoder ,de pe nici o masina(mai putin imprimantele) ,nu lucreaza deschis ,ci in carcase special construite iar vibratia nu le afecteaza(am vazut copiator digital color care aproape topaie si are vre-o 5-6 encodere ) nu am auzit de corectie a erorilor encoder....am sa mai studiez
Aceasta postare a fost editata de stal: 26 January 2006 - 10:28 AM
#1294
stal
- Membru
-
- Grup: Members
- Postari: 111
- Inregistrat: 04-February 05
Postat 26 January 2006 - 10:36 AM
pe pagina de la gecko exista documentatia fiecarui driver ,si pot fi montati limitatori,inclusiv de suprasarcina
cit despre montaj ...ar fi bine sa spui exact unde si in ce conditii vrei sa folosesti.
cit despre montaj ...ar fi bine sa spui exact unde si in ce conditii vrei sa folosesti.
#1295
mirin
- Junior
-
- Grup: Members
- Postari: 99
- Inregistrat: 28-January 06
Postat 31 January 2006 - 10:50 PM
pentru COSTAS05
INTREBARI;
1 din ce material vrei sa ralizezi piesa ?
2 daca este o funie realizata din 4 fiuri?
3 daca este o piesa realizata din doua piese puse cu baza mica cap in cap?
4 sau daca este alt ceva ce eu nu vad?
te intreb ca am ceva cunostinte de prelucrarea materialelor pe masini unelte.
5 ce sistem conducator al axelor vrei sa folosesti la CNC asa de mare pe care
vrei sa-l construiesti : surub,cremaliera, curea dintata?
M-AM BAGAT IN SEAMA ?
INTREBARI;
1 din ce material vrei sa ralizezi piesa ?
2 daca este o funie realizata din 4 fiuri?
3 daca este o piesa realizata din doua piese puse cu baza mica cap in cap?
4 sau daca este alt ceva ce eu nu vad?
te intreb ca am ceva cunostinte de prelucrarea materialelor pe masini unelte.
5 ce sistem conducator al axelor vrei sa folosesti la CNC asa de mare pe care
vrei sa-l construiesti : surub,cremaliera, curea dintata?
M-AM BAGAT IN SEAMA ?
#1297
mirin
- Junior
-
- Grup: Members
- Postari: 99
- Inregistrat: 28-January 06
Postat 02 February 2006 - 09:55 PM
costas05
citeste M.I. daca nu intelegi incer sa fac niste desene.
s-ar putea sa fi gresit ti-am raspuns in M.I. daca nu ai primit nimic mai scriu odata. nu le am pastea cu forumul dar nimeni nu sa nascut invatat.
citeste M.I. daca nu intelegi incer sa fac niste desene.
s-ar putea sa fi gresit ti-am raspuns in M.I. daca nu ai primit nimic mai scriu odata. nu le am pastea cu forumul dar nimeni nu sa nascut invatat.
#1298
danby
- Incepator
-
- Grup: Members
- Postari: 32
- Inregistrat: 28-December 05
- Location:Philippines
- Interests:Playing cards
Postat 05 February 2006 - 01:00 PM
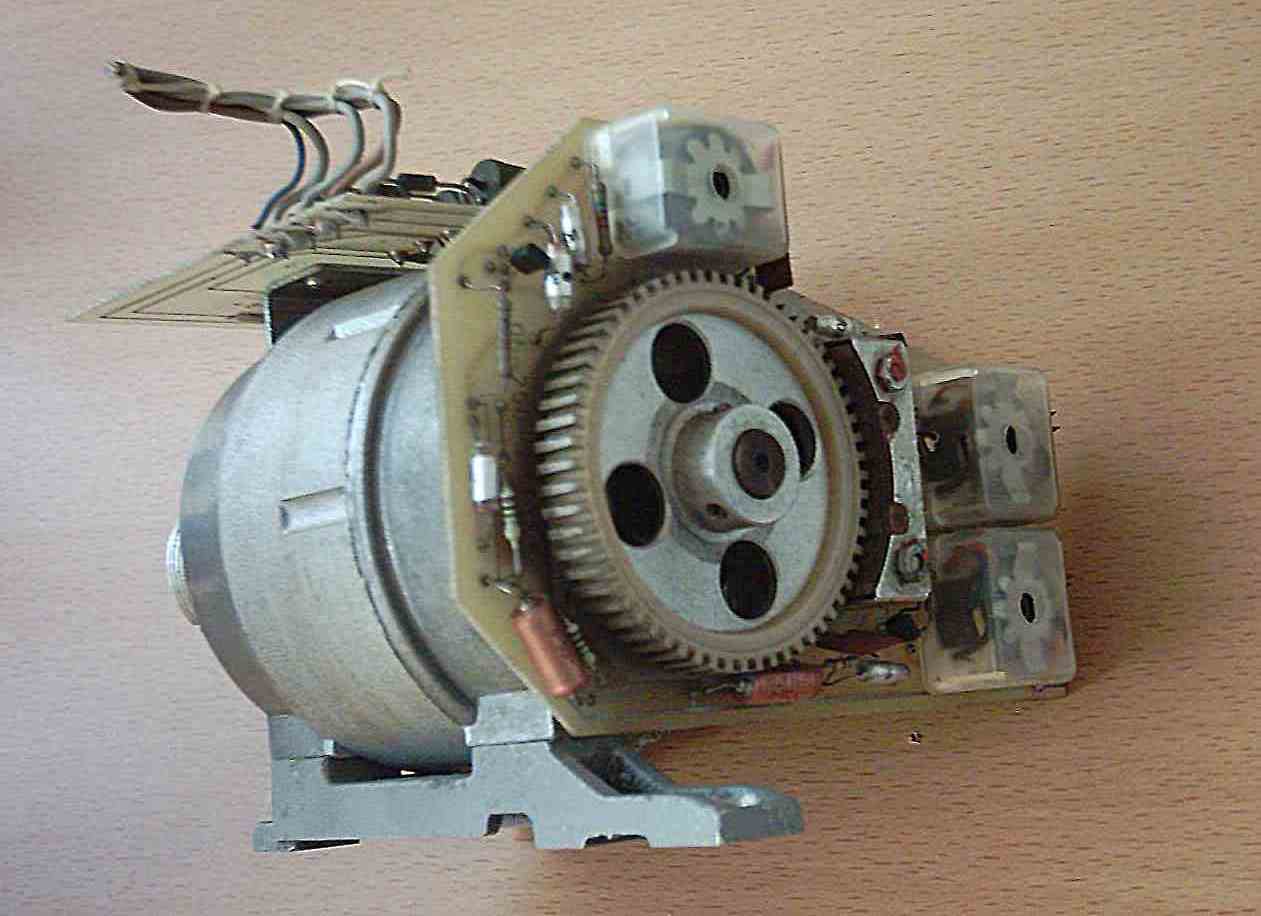
Cei care aveti idee de motorul din poze...dati-mi niste indicatii despre ce fel de motor este vorba. L-am scos de pe o imprimanta veche cu ace. Mai am inca doua imprimante de acest fel si cu ele as dori sa incep sa-mi construiesc CNC-ul. Nu are nimic de identificare...are o cupla cu 8 fire, doua cate doua cu rezistenta zero. Pe spate pare a fi un encoder ( gandesc eu). Roata dintata are capetele metalice si trece prin dreptul unui "cititor" ca la riglele inductosin.Daca aveti vreo idee de cum pot sa comand acest tip de motor, v-as ramane indatorat.
Imagini atasate
#1299
bitex
- MEGA Membru
-

- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 05 February 2006 - 04:18 PM
E un unipolar clasic si e asa cum spui, cu encoder pe el. Nu stiu daca poti face ceva sa folosesti si facilitatea asta. Poate da, dar nu te pot ajuta cu nimic ca nu stiu cum.
Pe cablajul de deasupra mai are rezistentele de limitare a curentului. In rest toate bune. Am si eu unul si inca nu l-am comandat cu nimic. N-am ajuns inca la el, dar candva o s-o fac. Rezistenta pe cate o faza e mica dar nu chiar zero. Daca tot ai imprimantele intregi vezi daca observi ce tensiune ajungea la motor. Am impresia ca nu-i un motor de aruncat, dar nici de pus in rama. Daca nu poti scoate mai multe informatii din imprimanta, o sa caut si eu pe aici. De comandat se poate comanda cu orice controller care sa reziste la curentul cerut de motor. Cred ca sunt scheme pe net si gasim ceva simplu si ieftin.
Daca vre, imi poti spune numele sau tipul imprimantei? Ca vreau sa caut si eu de unde provine acel motor, sa fac pereche, sa nu se plictiseasca singur in cutie...
Parerea mea e ca daca nu te ajuta un electronist cu experienta si nu ai un soft care sa permita folosirea informatiilor date de encoder nu are rost sa-ti bati acum capul cu encoderul. Dar nu-l strica ca poate o sa gasesti cum sa-l folosestim in viitor.
Poti sa-l folosesti ca unipolar sau bipolar ca tot ai acces la toate cele 8 capete ale infasurarilor. Te descurci sau discutam in continuare?
Bafta!
Pe cablajul de deasupra mai are rezistentele de limitare a curentului. In rest toate bune. Am si eu unul si inca nu l-am comandat cu nimic. N-am ajuns inca la el, dar candva o s-o fac. Rezistenta pe cate o faza e mica dar nu chiar zero. Daca tot ai imprimantele intregi vezi daca observi ce tensiune ajungea la motor. Am impresia ca nu-i un motor de aruncat, dar nici de pus in rama. Daca nu poti scoate mai multe informatii din imprimanta, o sa caut si eu pe aici. De comandat se poate comanda cu orice controller care sa reziste la curentul cerut de motor. Cred ca sunt scheme pe net si gasim ceva simplu si ieftin.
Daca vre, imi poti spune numele sau tipul imprimantei? Ca vreau sa caut si eu de unde provine acel motor, sa fac pereche, sa nu se plictiseasca singur in cutie...
Parerea mea e ca daca nu te ajuta un electronist cu experienta si nu ai un soft care sa permita folosirea informatiilor date de encoder nu are rost sa-ti bati acum capul cu encoderul. Dar nu-l strica ca poate o sa gasesti cum sa-l folosestim in viitor.
Poti sa-l folosesti ca unipolar sau bipolar ca tot ai acces la toate cele 8 capete ale infasurarilor. Te descurci sau discutam in continuare?
Bafta!
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#1300
mirin
- Junior
-
- Grup: Members
- Postari: 99
- Inregistrat: 28-January 06
Postat 05 February 2006 - 09:31 PM
SALUT BITEX
apropo de cutia ta cu motoare am vazut in ea un motor de care am si eu mai
multe( vezi poza) si nu stiu decit ca este un MPP unipolar.
si mai am o rugaminte mai am un servo motor (vezi poza 2) care habar nu am
cu ce montaj se poate pune in miscare. poate i-mi dai o sugestie.
O ZI BUNA
apropo de cutia ta cu motoare am vazut in ea un motor de care am si eu mai
multe( vezi poza) si nu stiu decit ca este un MPP unipolar.
si mai am o rugaminte mai am un servo motor (vezi poza 2) care habar nu am
cu ce montaj se poate pune in miscare. poate i-mi dai o sugestie.
O ZI BUNA
Imagini atasate
#1303
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 05 February 2006 - 11:43 PM
Cine conditioneaza ceva de niveluri...? Tinem legatura cat ne face placere sau avem oarece interese :).
Vorbim cat se poate pe unde apucam, fie pe YM, fie pe forum. Spun tot ce stiu, dar posibil sa mai gresesc! E bine de verificat din doua surse, cel putin.
Cred ca eticheta a doua e de la un servomotor de AC, luat dintr-un inscriptor mecanic. Daca am dreptate, poti folosi de la el carcasa, rulmentii, rotile dintate sau ce-ti mai place. Are turatie foarte mica si doar daca faci ceva pe langa casa merita efortul (bineinteles daca merge pornit usor). Sper sa nu fi incurcat eu borcanele...
Bafta!
Referitor la prima poza, aia cu X-urile, e cum ai spus. Se gaseau prin targuri. Oamenii recuperau radiatoarele si aruncau motoarele. Ax subtire si lung, rulmenti buni... In rest doar daca masor.
Vorbim cat se poate pe unde apucam, fie pe YM, fie pe forum. Spun tot ce stiu, dar posibil sa mai gresesc! E bine de verificat din doua surse, cel putin.
Cred ca eticheta a doua e de la un servomotor de AC, luat dintr-un inscriptor mecanic. Daca am dreptate, poti folosi de la el carcasa, rulmentii, rotile dintate sau ce-ti mai place. Are turatie foarte mica si doar daca faci ceva pe langa casa merita efortul (bineinteles daca merge pornit usor). Sper sa nu fi incurcat eu borcanele...
Bafta!
Referitor la prima poza, aia cu X-urile, e cum ai spus. Se gaseau prin targuri. Oamenii recuperau radiatoarele si aruncau motoarele. Ax subtire si lung, rulmenti buni... In rest doar daca masor.
Aceasta postare a fost editata de bitex: 06 February 2006 - 12:09 AM
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#1304
iluminati
- Incepator
-
- Grup: Members
- Postari: 22
- Inregistrat: 08-February 06
Postat 08 February 2006 - 09:34 PM
salutare fratilor! sunt nou pe aici dar ma intereseaya si pe mine subiectul. Chiar acum ma chinui sa construiesc si eu un CNC. E de fapt al doilea dar vreau sa+l fac mult mai precis. Ma bucur ca am dat de voi
#1306
iluminati
- Incepator
-
- Grup: Members
- Postari: 22
- Inregistrat: 08-February 06
Postat 08 February 2006 - 10:01 PM
Am si eu o intrebare: ce diametru ar trebui sa aiba barele de ghidaj ca sa nu flambeze? Barele vor avea lungimea de 1500 cu prindere la capete fara sprijin intermediar. credeti ca daca folosesc bare rectificate de fi 30 flambeaza? Pot folosi bucse fara bile din bronz pentru ele? In cat timp se uzeaza si isi formeaza joc? Mi-a venit o idee, nu stiu daca e buna: pentru lubrefiere sa folosesc Super Dura lub. Am auzit ca e super dpdv al ungerii. Il rog pe bitex sa-mi raspunda
#1307
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 08 February 2006 - 11:14 PM
Buna poanta! Sa stii ca multi pe aici ti-ar da sfaturi mai bune decat ce-ti zic eu.
La 30 nu flambeaza daca ai sarcina cat de cat omeneasca pe ele. Adica nu-i important cat se incovoaie.
E bun ce zici tu acolo. Oricum ai lua-o e cu cantec. Depinde ce frezezi. Aproape orice ar fi se depune tare usor pe ghidajele unse. E fain sa ai acces la ele sa le cureti mai usor. Eu prefer varianta cu bara mai subtire (merg pe 20mm) si sprijin sub...
Cu jocul o sa te descurci. pana sa ajungi la ala din bucsa o sa-l ai de rezolvat pe ala din surub. Presupun ca n-ai surub cu bile din moment ce te gandesti la bucsa de bronz. Nu ca ar fi rea, dar se poat esi mai bine. De fapt pentru sarcini mari sunt OK alea de bronz. E cu depinde.
Poate e mai greu cu montatul, dar niste bucsi cu bile nu-s foarte scumpe. Stii tu mai bine ce faci acolo.
Acum ilumineaz-ne si pe noi cu niste locuri in care s-ar gasi MPP-uri si materiale mai ieftine! Multe, bune, ieftine! raiul pe Pamant sa fie! Astept cu nerabdare, cu urechea pe cablu!
Spor la treaba!
La 30 nu flambeaza daca ai sarcina cat de cat omeneasca pe ele. Adica nu-i important cat se incovoaie.
E bun ce zici tu acolo. Oricum ai lua-o e cu cantec. Depinde ce frezezi. Aproape orice ar fi se depune tare usor pe ghidajele unse. E fain sa ai acces la ele sa le cureti mai usor. Eu prefer varianta cu bara mai subtire (merg pe 20mm) si sprijin sub...
Cu jocul o sa te descurci. pana sa ajungi la ala din bucsa o sa-l ai de rezolvat pe ala din surub. Presupun ca n-ai surub cu bile din moment ce te gandesti la bucsa de bronz. Nu ca ar fi rea, dar se poat esi mai bine. De fapt pentru sarcini mari sunt OK alea de bronz. E cu depinde.
Poate e mai greu cu montatul, dar niste bucsi cu bile nu-s foarte scumpe. Stii tu mai bine ce faci acolo.
Acum ilumineaz-ne si pe noi cu niste locuri in care s-ar gasi MPP-uri si materiale mai ieftine! Multe, bune, ieftine! raiul pe Pamant sa fie! Astept cu nerabdare, cu urechea pe cablu!
Spor la treaba!
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#1308
Picco2

- Membru
-
- Grup: Members
- Postari: 213
- Inregistrat: 28-December 04
Postat 08 February 2006 - 11:15 PM
La 1500 mm cred ca orice flambeaza. Foloseste bare cu sprijin diam. 20mm si bucse cu bile recirculabile despicate. Sprijin inseamna un fel de picioare sub bara.
"Acum ilumineaz-ne si pe noi cu niste locuri in care s-ar gasi MPP-uri si materiale mai ieftine! Multe, bune, ieftine! raiul pe Pamant sa fie! Astept cu nerabdare, cu urechea pe cablu!"
Le vrei tu pe toate...
:)
"Acum ilumineaz-ne si pe noi cu niste locuri in care s-ar gasi MPP-uri si materiale mai ieftine! Multe, bune, ieftine! raiul pe Pamant sa fie! Astept cu nerabdare, cu urechea pe cablu!"
Le vrei tu pe toate...
:)
Aceasta postare a fost editata de Picco2: 08 February 2006 - 11:17 PM
#1309
iluminati
- Incepator
-
- Grup: Members
- Postari: 22
- Inregistrat: 08-February 06
Postat 09 February 2006 - 11:04 AM
masina e pe 2 axe si nu o construiesc pt frezat ceva ci pentru taiat cu plasma. Suruburi cu bile am, e drept ceva mai groase dar cred ca asta nu e o problema, sunt de fi 40 cu pas de 10 la 1400 lungime filet. Folosesc MPP-uri de 1,3 Nm la 35 V, 2 faze, 1,8 deg. Batiul vreau sa-l fac din rectangular (ma sfatuieste cineva atfel?) si va avea dimensiunea de 1500/1500. Ghidajele vor fi pe bare rectificate cumparate de la Cromsteel cu bucse simple sau cu bile(aici chiar nu stiu ce sa aleg, ma gandesc daca va merge pe bucse simple fara bile si unse cu Dura lub. Ce parere aveti de asta va merge? Pana diseara adun toate adresele, nr de tel etc de la furnizorii cu care am lucrat eu.
#1310
dan_mitea

- nick anterior:Se poate si asa
-
- Grup: Members
- Postari: 9330
- Inregistrat: 26-October 03
- Gender:Male
- Location:Laval, Canada
Postat 09 February 2006 - 02:32 PM
iluminati, la 8 Feb 2006, 22:01, a spus:
Am si eu o intrebare: ce diametru ar trebui sa aiba barele de ghidaj ca sa nu flambeze? Barele vor avea lungimea de 1500 cu prindere la capete fara sprijin intermediar.
Scuze.
Dar este bine sa folosim corect termenii.
Solicitarea este de incovoiere. Flambajul este cu totul alta poveste.
Scuze inca o data.
#1311
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 09 February 2006 - 02:57 PM
Ai dreptate! Cred ca stie dar din graba a scris cum a fost mai rapid. Uneori si eu mai fac gafe de genul asta...
Revenind, daca e sa o luam la bani marunti, e mult de discutat. De la anumite dimensiuni incepe sa se curbeze sub propria greutate, chiar daca e diametrul ceva mai mare. Destul de greu poti descompune o forta pe o directie perpendiculara pe cea pa care actioneaza. In cazul barelor se curbeaza, mai mult sau mai putin, dupa cum e diametrul si distanta intre reazeme (ba chiar si de tipul constructiv al reazemului.
La diametru de 30 si lungime 1500 se curbeaza linistit cat poate (nu e vizibil la ochi...) apoi se mai curbeaza putin cand apare sarcina suplimentara. Asta-i variabila dar pentru taieri nu conteaza mult. De asta am afirmat ca nu ar fi probleme, ca el nu lucreaza 3D si o incovoiere nu-i afecteaza mult cotele pe orizontala. Important e sa functioneze!
Eu sunt mai mult interesat de partea cealalta, cu instalatia de plasma. E o treaba buna daca o are.
Spor la teaba!
Revenind, daca e sa o luam la bani marunti, e mult de discutat. De la anumite dimensiuni incepe sa se curbeze sub propria greutate, chiar daca e diametrul ceva mai mare. Destul de greu poti descompune o forta pe o directie perpendiculara pe cea pa care actioneaza. In cazul barelor se curbeaza, mai mult sau mai putin, dupa cum e diametrul si distanta intre reazeme (ba chiar si de tipul constructiv al reazemului.
La diametru de 30 si lungime 1500 se curbeaza linistit cat poate (nu e vizibil la ochi...) apoi se mai curbeaza putin cand apare sarcina suplimentara. Asta-i variabila dar pentru taieri nu conteaza mult. De asta am afirmat ca nu ar fi probleme, ca el nu lucreaza 3D si o incovoiere nu-i afecteaza mult cotele pe orizontala. Important e sa functioneze!
Eu sunt mai mult interesat de partea cealalta, cu instalatia de plasma. E o treaba buna daca o are.
Spor la teaba!
Aceasta postare a fost editata de bitex: 09 February 2006 - 02:59 PM
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#1312
iluminati
- Incepator
-
- Grup: Members
- Postari: 22
- Inregistrat: 08-February 06
Postat 09 February 2006 - 09:44 PM
Scuze dar am uitat sa aduc azi de la birou datele despre furnizori asa cum am promis. Maine le voi avea sigur(sper sa nu uit din nou) . In alta ordine de idei intreb: A cumparat careva marfa de la MEV 2000? Sunt seriosi? Cum stau cu termenele de livrare, onoreaza mai repede comenzile decat altii gen INA, SKF etc? Ca la preturi stau destul de bine
#1314
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 09 February 2006 - 09:50 PM
Eu cumpar numai de la MEV2000. La inceput a fost mai greu dar acum zic ca e OK. Preturi bune si marfa de calitate. In rest multa bafta. Pacat ca nu ofera mai multe produse, dar cine stie ce aduce viitorul. De fapt sunt putine lucruri pe care nu le-au prins inca in oferta dar tocmai de unele m-am "lovit". Zic ca merita sa incerci. Nu stiu cum livreaza altii asa ca nu pot face comparatie. Daca iti faci un mic stoc aproape ca nu mai conteaza viteza de livrare. Glumesc, termenele sunt mici.
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#1315
iluminati
- Incepator
-
- Grup: Members
- Postari: 22
- Inregistrat: 08-February 06
Postat 09 February 2006 - 09:53 PM
Daca la o bara de fi 25 si 1700 mm lungime folosesc 750 mm de suport longitudinal pt bare pozitionat pe mijloc in mod normal lungimea ramasa de cele doua parti nu ar mai trebui sa se indoaie decat sub o greutate ff mare. Daca e altfel sa-mi dea cineva o palma ca sa nu cumpar piese aiurea
#1317
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 09 February 2006 - 10:25 PM
Cumpara un singur suport (parca era 600 lungimea), chiar si gaurit. Din el tai cateva bucati de 35 mm sau chiar 75 mm lungime si obtii destule bucati sa pui sub bara macar la 300-400 mm distanta unul de altul. Si la 400 mm e suficient.
Nu am suportii la mine, dar eu am taiat la lungime mica, am gaurit bucatile negaurite (cam pe jumatate din ele am prins vechile gauri) si mi-au ajuns pentru doua cnc-uri. Ti-as da un sfat: daca e pentru tine sau daca poti recupera banii, cumpara bara inoxidabila si gata gaurita. E drept ca in aia negaurita dai gaurile unde doresti, dar la cat te muncesti mai bine dai un 20 euro in plus. Iese totul aliniat si perfect. Si zic se fie din otel inoxidabl nu ca e mai rezistent mecanic. Dar nu rugineste in cazuri exceptionale. In incaperi umede sau daca ramane bara neunsa poti avea surprize. Aproape ca trebuie sa umbli cu manusi cu ea, pana o vezi pusa la locul ei.
Mie mi-au adus materialele la usa parca in 3 saptamani ca am zis ca nu ma grabesc dar am inteles ca in mod normal tot in 2 au venit. Daca aveam bara de 25 te ajutam cu mare placere. Dar am doar de 12, 16 si 20, cu bucsi tot pentru astea. Te invidiez ca esti presat de timp. Eu aproape ca nu mai am problema asta decat de 2 ori pe luna, in timpul liber.
Mai vorbim. esti sigur ca nu au pe stoc ce-ti doresti?
Stii o sursa de motoare pas cu pas sau servomotoare? O sursa de drivere? Curele dintate la metru (capete deschise) si roti cu numar mic de dinti cu pas de 2 sau 2,5?
PS. Si daca nu aduc cei de la MEV2000in 15 zile gasesti altii mai rapizi? Ca si pe mine ma intereseaza, poate o sa fiu presat si eu candva! Cu altii n-am lucrat, de asta intreb.
Nu am suportii la mine, dar eu am taiat la lungime mica, am gaurit bucatile negaurite (cam pe jumatate din ele am prins vechile gauri) si mi-au ajuns pentru doua cnc-uri. Ti-as da un sfat: daca e pentru tine sau daca poti recupera banii, cumpara bara inoxidabila si gata gaurita. E drept ca in aia negaurita dai gaurile unde doresti, dar la cat te muncesti mai bine dai un 20 euro in plus. Iese totul aliniat si perfect. Si zic se fie din otel inoxidabl nu ca e mai rezistent mecanic. Dar nu rugineste in cazuri exceptionale. In incaperi umede sau daca ramane bara neunsa poti avea surprize. Aproape ca trebuie sa umbli cu manusi cu ea, pana o vezi pusa la locul ei.
Mie mi-au adus materialele la usa parca in 3 saptamani ca am zis ca nu ma grabesc dar am inteles ca in mod normal tot in 2 au venit. Daca aveam bara de 25 te ajutam cu mare placere. Dar am doar de 12, 16 si 20, cu bucsi tot pentru astea. Te invidiez ca esti presat de timp. Eu aproape ca nu mai am problema asta decat de 2 ori pe luna, in timpul liber.
Mai vorbim. esti sigur ca nu au pe stoc ce-ti doresti?
Stii o sursa de motoare pas cu pas sau servomotoare? O sursa de drivere? Curele dintate la metru (capete deschise) si roti cu numar mic de dinti cu pas de 2 sau 2,5?
PS. Si daca nu aduc cei de la MEV2000in 15 zile gasesti altii mai rapizi? Ca si pe mine ma intereseaza, poate o sa fiu presat si eu candva! Cu altii n-am lucrat, de asta intreb.
Aceasta postare a fost editata de bitex: 09 February 2006 - 10:28 PM
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#1318
mirin
- Junior
-
- Grup: Members
- Postari: 99
- Inregistrat: 28-January 06
Postat 09 February 2006 - 10:53 PM
SALUT PE TOATA LUMEA
s-ar putea sa gresesc ca nu am scoala prea multa dar am practica destula in
costructii de masini unelte.in primul rind trebuie sa stabilim ce tip de ghidaje in doua axe vrea sa foloseasca baiatul.eu am vazut doua tipuri, unu de ghidaje
suprapuse tip cruce ceea ce cred ca nu este cazul aici si unul de ghidaje cu
coloane, adica ori se deplaseaza masa intre coloane ori se deplaseaza coloanele de-a lungul mesei ceea ce mi se pare mult mai nimerit.
si atunci sageata care o face ghidajul prin greutatea proprie difera foarte mult de sectiunea, lungimea, pozitia si densitatea materialului folosit.si toate astea
se iau in calcul dupa ce stim ce greutate a ansamblui trebuie sa suporte si
efortul la care va fi supus.Eu personal ii recomand un profil rectangular
cu laturi inegale pus pe inaltime la sarcina si role de culisare si odata asigurat
ghidajul sistemul conducator trebuie sa asiguredoar precizia de deplasare a
axelor.
referitor la instalatia cu plasma ,trbuie sa ai in vedere ca produce foarte multa
pulbere de de material si atunci totul trebuie protejat foarte bine.
probail ca sunt prea batrin si iau toate amanuntele in calcul inainte de a face
ceva care treuie sa iasa aproape perfect.daca am gresit, corectati-ma.
O ZI BUNA VA DORESC
s-ar putea sa gresesc ca nu am scoala prea multa dar am practica destula in
costructii de masini unelte.in primul rind trebuie sa stabilim ce tip de ghidaje in doua axe vrea sa foloseasca baiatul.eu am vazut doua tipuri, unu de ghidaje
suprapuse tip cruce ceea ce cred ca nu este cazul aici si unul de ghidaje cu
coloane, adica ori se deplaseaza masa intre coloane ori se deplaseaza coloanele de-a lungul mesei ceea ce mi se pare mult mai nimerit.
si atunci sageata care o face ghidajul prin greutatea proprie difera foarte mult de sectiunea, lungimea, pozitia si densitatea materialului folosit.si toate astea
se iau in calcul dupa ce stim ce greutate a ansamblui trebuie sa suporte si
efortul la care va fi supus.Eu personal ii recomand un profil rectangular
cu laturi inegale pus pe inaltime la sarcina si role de culisare si odata asigurat
ghidajul sistemul conducator trebuie sa asiguredoar precizia de deplasare a
axelor.
referitor la instalatia cu plasma ,trbuie sa ai in vedere ca produce foarte multa
pulbere de de material si atunci totul trebuie protejat foarte bine.
probail ca sunt prea batrin si iau toate amanuntele in calcul inainte de a face
ceva care treuie sa iasa aproape perfect.daca am gresit, corectati-ma.
O ZI BUNA VA DORESC
#1319
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 09 February 2006 - 11:08 PM
Cred ca masa e fixa, coloanele (cred ca noi le-am denumit ghidaje si sunt de tip bara cilindrica daca despre alea vorbeam) pentru axa X sunt fixe pe lateralele mesei, pe ele sunt pozitionate 4 bucsi (cate doua pe fiecare coloana) si intre aceste doua coloane sunt pozitionate alte doua, pe care se deplaseaza caruciorul cu scula. Cred ca asta am inteles ca vrea sa faca.
Cadrul poate fi din teava rectangulara foarte solida pe care sunt fixate cele doua ghidaje. Nu stiu ce fel de role poate folosi pe profil rectangular. De fapt nu stiu ce profil rectangular se poat egasi si folosi drept suport pentru deplasare, cu role.
O singura neplacere o sa am si eu, cu "praful" si uleiul de pe ghidaje. Chiar daca pun ceva sa curat, tot o sa am de furca. Presupun ca-i neaparat nevoie de un aspirator. Acum caut sa vad cat de scumpa e o instalatie de debitare cu plasma. Si sa vad ce soft poate sa o comande, ca nu-i simplu.
Cadrul poate fi din teava rectangulara foarte solida pe care sunt fixate cele doua ghidaje. Nu stiu ce fel de role poate folosi pe profil rectangular. De fapt nu stiu ce profil rectangular se poat egasi si folosi drept suport pentru deplasare, cu role.
O singura neplacere o sa am si eu, cu "praful" si uleiul de pe ghidaje. Chiar daca pun ceva sa curat, tot o sa am de furca. Presupun ca-i neaparat nevoie de un aspirator. Acum caut sa vad cat de scumpa e o instalatie de debitare cu plasma. Si sa vad ce soft poate sa o comande, ca nu-i simplu.
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#1320
costas05

- Incepator
-
- Grup: Members
- Postari: 24
- Inregistrat: 31-October 05
Postat 10 February 2006 - 12:10 AM
Salut
Oameni buni, ce este MEV 2000 ?Inteleg ca este un magazin.Are o adresa ,un site ceva ?Google nu stie de el.
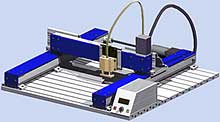
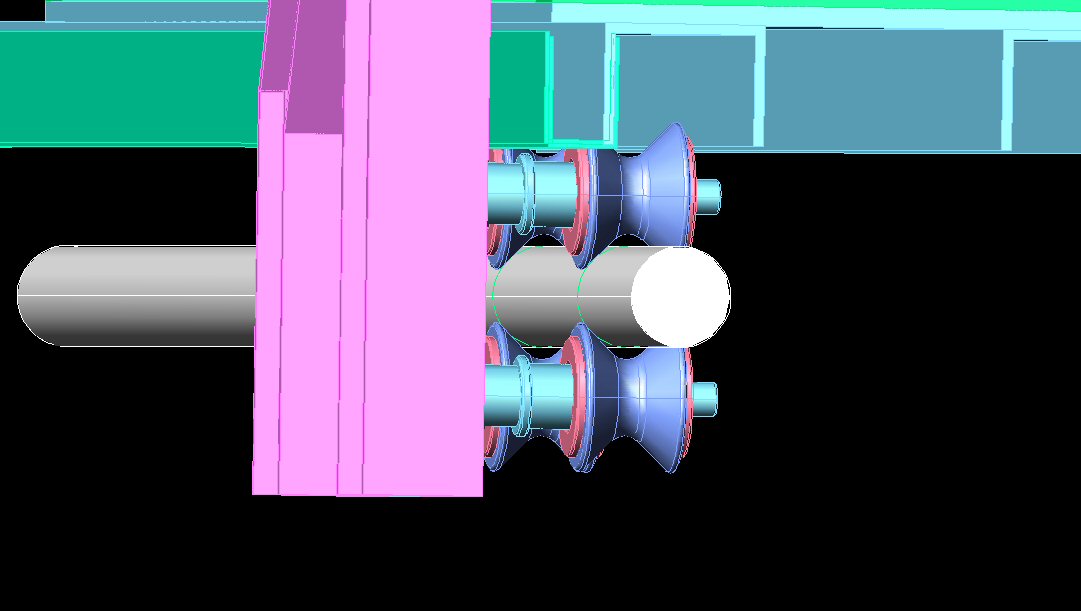
Referitor la discutia despre ghidaje:la lungimi asa mari nu incovoierea este importanta ci vibratiile care apar.Bineinteles nu este cazul la plasma. Eu am facut asa ceva,(1400 X 1000) cursa utila, o scula manuala (pe care vreau s-o automatizez acum), si la prelucrare in otel,si chiar in aluminiu apar vibratii in ghidaje.Merge la lemn si la marmura(prelucrare cu turatii mari).Ghidajele mele sint de 50!.Tije cromate de la cilindrii hidraulici. Sistemul de rulare este cel din poza.
Oameni buni, ce este MEV 2000 ?Inteleg ca este un magazin.Are o adresa ,un site ceva ?Google nu stie de el.
Referitor la discutia despre ghidaje:la lungimi asa mari nu incovoierea este importanta ci vibratiile care apar.Bineinteles nu este cazul la plasma. Eu am facut asa ceva,(1400 X 1000) cursa utila, o scula manuala (pe care vreau s-o automatizez acum), si la prelucrare in otel,si chiar in aluminiu apar vibratii in ghidaje.Merge la lemn si la marmura(prelucrare cu turatii mari).Ghidajele mele sint de 50!.Tije cromate de la cilindrii hidraulici. Sistemul de rulare este cel din poza.
Imagini atasate
Arata acest topic










17 useri citesc topicul
0 membri, 17 vizitatori, 0 utilizatori anonimi
