 Ajutor
Ajutor




Va multumesc domnilor pentru raspunsurile prompte! Referitor la partea electronica m-am oprit asupra acestor controllere:
http://www.pminmo.co...rete/hvdata.pdf
Mi-a placut ca se realizeaza modular, fiecare controller este separat si se "leaga" toate la interfata (usor de depanat).
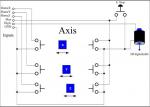
ca si interfata ar fi asta:
http://pminmo.com/4a...axisBOBdata.pdf
Va puteti uita 2 secunde la link-uri sa-mi spuneti daca am ales bine? Va multumesc!
CNC (computer numerical control) masini cu comanda numerica
 Citare Multipla
Citare Multipla
#2912
 fanefane
fanefane 

- Senior
-

- Grup: Members
- Postari: 254
- Inregistrat: 20-January 09
- Gender:Male
Postat 07 March 2009 - 07:31 PM
Buna
Depinde de driver daca suporta legarea a doua motore , trebuie sa stie din constructie iar setarile din soft la slave axis selection si sa reziste si la consumul a doua motoare .
Daca driverul stie sa ia coordonatele dupa intrerupatoarele de la capat de cursa atunci e usor de pozitionat in punctul zero.
Depinde de driver daca suporta legarea a doua motore , trebuie sa stie din constructie iar setarile din soft la slave axis selection si sa reziste si la consumul a doua motoare .
Daca driverul stie sa ia coordonatele dupa intrerupatoarele de la capat de cursa atunci e usor de pozitionat in punctul zero.
Thumbnail atasat

#2913
bitex
- MEGA Membru
-

- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 07 March 2009 - 08:45 PM
Oricum o iei, tot cam aia e cu pozitionarea.
Masina isi stie pozitia de HOME, origine sau ce mai vrei tu. Ramane sa pozitionezi cu precizie piesa, relativ la acel punct. Si nu poti. Sau degeaba cineva se lauda ca masina prelucreaza cu precizie de 0,001 mm ca pozitioneaza piesa la ochi, dupa bacurile unei menghine, verificand cu unghia.
Si varianta cealalta, e cu alegerea originii fata de piesa. Sunt ceva scule pentru ambele variante, dar fie costa fie trebuie sa-ti placa sa lucrezi ingrijit. "Palpatorul" ala de regula e prins in locul sculei si in regim de amator asta inseamna sa afli cu precizie coltul piesei si sa zicem ca acolo e originea, apoi sa deplasezi undeva sa schimbi cu scula, sa o reglezi pe inaltime cum trebuie ca e incurcata treaba cu lungimea sculei si sa incepi prelucrarea.
Se prefera prelucrarea integrala a pieselor pretentioase, adica totul dintr-o singura prindere (sau macar tot ce-i important sa fie pe aceeasi fata sa poata fi prelucrat din aceeasi prindere). Pana si proiectarea se poate face tinand cont de problemele astea.
E distractie destula si dupa ce ai masina pe masa, 100% functionala. Uneori nici nu stiu daca scula e mai mult de 50% din reusita prelucrarii, sau operatorul.
Masina isi stie pozitia de HOME, origine sau ce mai vrei tu. Ramane sa pozitionezi cu precizie piesa, relativ la acel punct. Si nu poti. Sau degeaba cineva se lauda ca masina prelucreaza cu precizie de 0,001 mm ca pozitioneaza piesa la ochi, dupa bacurile unei menghine, verificand cu unghia.
Si varianta cealalta, e cu alegerea originii fata de piesa. Sunt ceva scule pentru ambele variante, dar fie costa fie trebuie sa-ti placa sa lucrezi ingrijit. "Palpatorul" ala de regula e prins in locul sculei si in regim de amator asta inseamna sa afli cu precizie coltul piesei si sa zicem ca acolo e originea, apoi sa deplasezi undeva sa schimbi cu scula, sa o reglezi pe inaltime cum trebuie ca e incurcata treaba cu lungimea sculei si sa incepi prelucrarea.
Se prefera prelucrarea integrala a pieselor pretentioase, adica totul dintr-o singura prindere (sau macar tot ce-i important sa fie pe aceeasi fata sa poata fi prelucrat din aceeasi prindere). Pana si proiectarea se poate face tinand cont de problemele astea.
E distractie destula si dupa ce ai masina pe masa, 100% functionala. Uneori nici nu stiu daca scula e mai mult de 50% din reusita prelucrarii, sau operatorul.
Aceasta postare a fost editata de bitex: 08 March 2009 - 06:00 PM
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#2914
znecula

- Membru de onoare
-
- Grup: Members
- Postari: 845
- Inregistrat: 03-April 05
- Gender:Male
- Location:Iasi
Postat 08 March 2009 - 01:26 PM
Ca tot se discuta despre pozitionarea home.
Sa zicem ca piesa de prelucrat o putem fixa exact in locul care vrem; ce senzori de capat de cursa sunt cei mai precisi?
Adica ce senzori folosim ca oprirea sculei sa se faca precis?
Ca eu am constatat ca atat la senzorii cu lamela basculanta cat si la cei hall, precizia lasa de dorit.
Adica exista o eroare de 0.1-0.3mm.
Acum va prezint o lucrare mai mult in scop didactic.
Am fost tentat sa deschid topic nou, dar m-am gandit ca si asa sunt destule asa ca postez tot aici.
Sa zicem ca piesa de prelucrat o putem fixa exact in locul care vrem; ce senzori de capat de cursa sunt cei mai precisi?
Adica ce senzori folosim ca oprirea sculei sa se faca precis?
Ca eu am constatat ca atat la senzorii cu lamela basculanta cat si la cei hall, precizia lasa de dorit.
Adica exista o eroare de 0.1-0.3mm.
Acum va prezint o lucrare mai mult in scop didactic.
Am fost tentat sa deschid topic nou, dar m-am gandit ca si asa sunt destule asa ca postez tot aici.
Thumbnail atasat


Aceasta postare a fost editata de znecula: 08 March 2009 - 01:36 PM











#2918
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 08 March 2009 - 06:00 PM
Prezinta interes! Nu neaparat de poze e vorba. Orice informatie e folositoare cuiva. La ce materiale ai folosit acolo e mai mult decat "scop didactic".
Felicitari!
Stiu pe cineva care a implementat un HOME calculat foarte precis. Sunt 2 senzori de capat de cursa si unul situat undeva intre ei pentru pozitia de home. E vorba de senzor magnetic. Caruciorul cam stie unde e pozitionat acel magnet si-si micsoreaza viteza cand ar trebui sa-l intalneasca. Senzorul (pe carucior) simte inceputul campului magnetic, caruciorul depaseste pozita, simte si sfarstul campului si revine la jumatatea distantei dintre cele doua. Electronica isi calculeaza pasii intre cele doua pozitii, deplasarea e lenta si se revine exact unde trebuie.
La unele softuri (pe la maxon), in zona senzorului de home e o subrutina completa de trecere prin dreptul lui, cateva curse dus-intors, viteza mica (nu am lucrat direct, doar am vazut care-i comportamentul. Pot sa intreb sa aflu, dar nu-s interesat ca stiu ca n-o sa fac niciodata asa ceva pe ce am eu)...
Am plecat de la ipoteza ca se gaseste cu precizie acel home dorit. Adica ar trebui gasit venind din acelas sens, cu aceesi viteza, eventual mica. Ramane problema pozitionarii semifabricatului fata de acel punct.
Pana la urma nu-i dracu chiar atat de negru, dar probleme exista
Felicitari!
Stiu pe cineva care a implementat un HOME calculat foarte precis. Sunt 2 senzori de capat de cursa si unul situat undeva intre ei pentru pozitia de home. E vorba de senzor magnetic. Caruciorul cam stie unde e pozitionat acel magnet si-si micsoreaza viteza cand ar trebui sa-l intalneasca. Senzorul (pe carucior) simte inceputul campului magnetic, caruciorul depaseste pozita, simte si sfarstul campului si revine la jumatatea distantei dintre cele doua. Electronica isi calculeaza pasii intre cele doua pozitii, deplasarea e lenta si se revine exact unde trebuie.
La unele softuri (pe la maxon), in zona senzorului de home e o subrutina completa de trecere prin dreptul lui, cateva curse dus-intors, viteza mica (nu am lucrat direct, doar am vazut care-i comportamentul. Pot sa intreb sa aflu, dar nu-s interesat ca stiu ca n-o sa fac niciodata asa ceva pe ce am eu)...
Am plecat de la ipoteza ca se gaseste cu precizie acel home dorit. Adica ar trebui gasit venind din acelas sens, cu aceesi viteza, eventual mica. Ramane problema pozitionarii semifabricatului fata de acel punct.
Pana la urma nu-i dracu chiar atat de negru, dar probleme exista
Aceasta postare a fost editata de bitex: 08 March 2009 - 06:18 PM
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#2919
znecula
- Membru de onoare
-
- Grup: Members
- Postari: 845
- Inregistrat: 03-April 05
- Gender:Male
- Location:Iasi
Postat 08 March 2009 - 06:50 PM
[quote name='bitex' date='Mar 8 2009, 06:00 PM' post='282402']
La ce materiale ai folosit acolo e mai mult decat "scop didactic".
Felicitari!
Stiu pe cineva care a implementat un HOME calculat foarte precis. Sunt 2 senzori de capat de cursa si unul situat undeva intre ei pentru pozitia de home. E vorba de senzor magnetic.
Materialele folosite nu sunt deloc in regula.
Doar suruburile sunt ok.
Restul este MDF. De asta spun ca are mai mult scop didactic.
Am constatat ca este nepermis de elastica.
Daca freza apuca un span mai mare, apar devieri ale sculei de la traiectorie fara ca motoarele sa piarda pasi.
Devierile apar si din cauza incovoierilor barelor de pe axele X si Y.
La prelucrari usoare insa totul e in regula.
Probabil voi face o replica din metal (otel sau aluminiu) si voi folosi aceste suruburi.
In ce priveste pozitia 'home', probabil ca nici nu voi echipa aceasta masina cu senzori de capat de cursa.
Nu o voi lasa de capul ei si nici nu va lucra altcineva pe ea.
La ce materiale ai folosit acolo e mai mult decat "scop didactic".
Felicitari!
Stiu pe cineva care a implementat un HOME calculat foarte precis. Sunt 2 senzori de capat de cursa si unul situat undeva intre ei pentru pozitia de home. E vorba de senzor magnetic.
Materialele folosite nu sunt deloc in regula.
Doar suruburile sunt ok.
Restul este MDF. De asta spun ca are mai mult scop didactic.
Am constatat ca este nepermis de elastica.
Daca freza apuca un span mai mare, apar devieri ale sculei de la traiectorie fara ca motoarele sa piarda pasi.
Devierile apar si din cauza incovoierilor barelor de pe axele X si Y.
La prelucrari usoare insa totul e in regula.
Probabil voi face o replica din metal (otel sau aluminiu) si voi folosi aceste suruburi.
In ce priveste pozitia 'home', probabil ca nici nu voi echipa aceasta masina cu senzori de capat de cursa.
Nu o voi lasa de capul ei si nici nu va lucra altcineva pe ea.
#2922
blackwind

- Senior
-
- Grup: Members
- Postari: 283
- Inregistrat: 06-October 08
- Gender:Male
- Location:ploiesti
- Interests:cnc ,modelism
Postat 09 March 2009 - 10:59 AM
salutare !
O husa de protectie praf pentru axele si surubul cnc-ului stie cineva pe unde se gaseste.Este ceva tip armonica (asemanatoare poza) si mi se pare o idee buna mai ales cand se prelucreaza lemn si praful este din abundenta.Am mai vazut asa ceva dar nu am mai gasit link-ul pe net.
numai bine
O husa de protectie praf pentru axele si surubul cnc-ului stie cineva pe unde se gaseste.Este ceva tip armonica (asemanatoare poza) si mi se pare o idee buna mai ales cand se prelucreaza lemn si praful este din abundenta.Am mai vazut asa ceva dar nu am mai gasit link-ul pe net.
numai bine
Thumbnail atasat

#2923
celuster
- Membru
-
- Grup: Members
- Postari: 124
- Inregistrat: 04-January 07
Postat 09 March 2009 - 11:15 AM
 blackwind, la Mar 9 2009, 10:59 AM, a spus:
blackwind, la Mar 9 2009, 10:59 AM, a spus:
salutare !
O husa de protectie praf pentru axele si surubul cnc-ului stie cineva pe unde se gaseste.Este ceva tip armonica (asemanatoare poza) si mi se pare o idee buna mai ales cand se prelucreaza lemn si praful este din abundenta.Am mai vazut asa ceva dar nu am mai gasit link-ul pe net.
numai bine
O husa de protectie praf pentru axele si surubul cnc-ului stie cineva pe unde se gaseste.Este ceva tip armonica (asemanatoare poza) si mi se pare o idee buna mai ales cand se prelucreaza lemn si praful este din abundenta.Am mai vazut asa ceva dar nu am mai gasit link-ul pe net.
numai bine
...tehnic se cheama "Burduf" si cauta cu google dupa "falenbalg" si apoi cauta distribuitori pentru Romania. in Romania nu stiu daca produce cineva da' m'ar interesa si pe mine.
numa' bine celu
#2924
blackwind
- Senior
-
- Grup: Members
- Postari: 283
- Inregistrat: 06-October 08
- Gender:Male
- Location:ploiesti
- Interests:cnc ,modelism
Postat 09 March 2009 - 11:32 AM
celuster, la Mar 9 2009, 11:15 AM, a spus:
daca produce cineva da' m'ar interesa si pe mine.
numa' bine celu
numa' bine celu
multam fain...am gasit asa ceva aici : http://www.pge.ro/fi...tori_Burduf.pdf
poate mai cauta cineva
numai bine
Aceasta postare a fost editata de blackwind: 09 March 2009 - 11:36 AM
#2925
znecula
- Membru de onoare
-
- Grup: Members
- Postari: 845
- Inregistrat: 03-April 05
- Gender:Male
- Location:Iasi
Postat 09 March 2009 - 11:34 AM
Asta e toata jucaria.
Mai trebuie sa verific planeitatea mesei si perpendicularitatea axelor.
O pun la treaba si poate reusesc sa fac si un filmulet.
Mai trebuie sa verific planeitatea mesei si perpendicularitatea axelor.
O pun la treaba si poate reusesc sa fac si un filmulet.
Thumbnail atasat



#2926
znecula
- Membru de onoare
-
- Grup: Members
- Postari: 845
- Inregistrat: 03-April 05
- Gender:Male
- Location:Iasi
Postat 09 March 2009 - 11:37 AM
Asta nu a mai incaput in postul anterior.
Apropo de burdufuri.
Eu voi confectiona niste 'ciorapi' dintr-o panza deasa pe care eventual o impregnez cu ulei si ii trag pe barele de ghidare si pe suruburi.
Nu e mare efortul si daca e cazul se schimba usor.
Apropo de burdufuri.
Eu voi confectiona niste 'ciorapi' dintr-o panza deasa pe care eventual o impregnez cu ulei si ii trag pe barele de ghidare si pe suruburi.
Nu e mare efortul si daca e cazul se schimba usor.
Thumbnail atasat

Aceasta postare a fost editata de znecula: 09 March 2009 - 11:43 AM
#2927
Nadielf

- Membru
-
- Grup: Members
- Postari: 184
- Inregistrat: 01-September 05
- Gender:Male
- Location:Suceava
Postat 09 March 2009 - 09:32 PM
blackwind, la Mar 9 2009, 11:32 AM, a spus:
multam fain...am gasit asa ceva aici : http://www.pge.ro/fi...tori_Burduf.pdf
poate mai cauta cineva
numai bine
poate mai cauta cineva
numai bine
Poti incerca sa faci asa ceva...ai si un model aici
#2928
fanefane
- Senior
-
- Grup: Members
- Postari: 254
- Inregistrat: 20-January 09
- Gender:Male
Postat 14 March 2009 - 11:01 AM
Ce sa aleg intre cele doua controlere unul de la noi ca mai cumparam si de aici ca sa ai pe cine intreba daca nu merge sau unul din vecini.
Care ati cumparat sunteti multumiti de ele , ce sfatuiti!
http://www.hi-end.ro/controler-cnc-pentru-...-axe-p-579.html
http://www.hobbycnc.hu/English.htm
H1 PCB CNC Controller
Care ati cumparat sunteti multumiti de ele , ce sfatuiti!
http://www.hi-end.ro/controler-cnc-pentru-...-axe-p-579.html
http://www.hobbycnc.hu/English.htm
H1 PCB CNC Controller
#2929
b0gdi
- Nou venit
-
- Grup: Members
- Postari: 9
- Inregistrat: 17-February 09
- Gender:Male
- Location:Cluj-Napoca
Postat 14 March 2009 - 11:44 PM
salut, unde as putea gasi freze pt gravare si nu numai in principal pt materiale moi (mdf, plastic, cablaje) cu prindere mica 3.2
Aceasta postare a fost editata de b0gdi: 14 March 2009 - 11:46 PM
#2930
cres
- Senior
-
- Grup: Members
- Postari: 306
- Inregistrat: 09-May 06
Postat 15 March 2009 - 09:27 AM
b0gdi, la Mar 14 2009, 11:44 PM, a spus:
salut, unde as putea gasi freze pt gravare si nu numai in principal pt materiale moi (mdf, plastic, cablaje) cu prindere mica 3.2
cauta la www.mariomatic.ro
toate cele bune
r.c.
#2931
levis
- Junior
-
- Grup: Members
- Postari: 52
- Inregistrat: 13-January 07
Postat 15 March 2009 - 10:19 PM
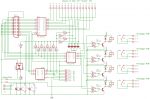
am gasit pe un sit italian aceasta interfata lpt. ce parere aveti?
http://www.cnc-dag50.it/component/option,c...nc,select/id,9/
e protejata indeajuns?
http://www.cnc-dag50.it/component/option,c...nc,select/id,9/
e protejata indeajuns?
Thumbnail atasat

#2932
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 16 March 2009 - 02:18 PM
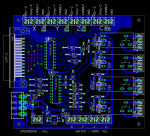
Pentru ca ceri o parere la gramada, hop si eu cu papagalul...
S-ar parea ca doar bufferul 74LS541N are rol de protectie acolo, legat de ce probleme poti avea de la drivere. Restul cred ca e folosit la comanda acelor relee.
Nu pot urmari schema in intregime ca ar tebui sa deschid tot ce-i pe pagina aia de net. Un buffer e OK ca protectie, dar mai sfant cred ca ar fi cu optocuplor. Ca nu stiu ce se poate arde pe acolo (legat chiar de acel buffer) si nu obtii protectie 100%. E doar parere personala. Eu am folosit deseori 74HCT573 si n-am avut probleme. Dar nu le-am avut nu din cauza lui. Sau s-o iau altfel, am avut probleme si cu protectii mai serioase.
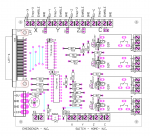
Cred ca de protectie ar fi mai multe de discutat.
Vorbim de protejat LPT-ul si in acelasi timp de protejat driverele de motor.
La o utilizare ingrijita si corecta nu ai mari sanse sa arzi ceva. Adica sa folosesti conectori seriosi, sa respecti careva reguli de baza. Nu improviza nimic.
Si poti folosi fie driver cu protectie fie o protectie pentru tot portul. Daca o iei asa, folosesti o extensie de LPT si arzi 50 ron daca nu esti atent. Orice ar fi, cam tot ala e pretul. Ori un driver de motor, ori LPT-ul de pe PC.
Dar se poate si fara.
In 10 ani de folosit destul de des LPT-ul pentru comenzi de motoare am ars doar 2 pini. Si nu la inceput, ci mai spre sfarsit. Daca lucrezi foarte des, poate n-ar strica o interfata separata, fara legatura cu ce comanzi. Adica o protectie special facuta.
Asteapta sfaturi pertinente de la meseriasi!
Bafta!
S-ar parea ca doar bufferul 74LS541N are rol de protectie acolo, legat de ce probleme poti avea de la drivere. Restul cred ca e folosit la comanda acelor relee.
Nu pot urmari schema in intregime ca ar tebui sa deschid tot ce-i pe pagina aia de net. Un buffer e OK ca protectie, dar mai sfant cred ca ar fi cu optocuplor. Ca nu stiu ce se poate arde pe acolo (legat chiar de acel buffer) si nu obtii protectie 100%. E doar parere personala. Eu am folosit deseori 74HCT573 si n-am avut probleme. Dar nu le-am avut nu din cauza lui. Sau s-o iau altfel, am avut probleme si cu protectii mai serioase.
Cred ca de protectie ar fi mai multe de discutat.
Vorbim de protejat LPT-ul si in acelasi timp de protejat driverele de motor.
La o utilizare ingrijita si corecta nu ai mari sanse sa arzi ceva. Adica sa folosesti conectori seriosi, sa respecti careva reguli de baza. Nu improviza nimic.
Si poti folosi fie driver cu protectie fie o protectie pentru tot portul. Daca o iei asa, folosesti o extensie de LPT si arzi 50 ron daca nu esti atent. Orice ar fi, cam tot ala e pretul. Ori un driver de motor, ori LPT-ul de pe PC.
Dar se poate si fara.
In 10 ani de folosit destul de des LPT-ul pentru comenzi de motoare am ars doar 2 pini. Si nu la inceput, ci mai spre sfarsit. Daca lucrezi foarte des, poate n-ar strica o interfata separata, fara legatura cu ce comanzi. Adica o protectie special facuta.
Asteapta sfaturi pertinente de la meseriasi!
Bafta!
Aceasta postare a fost editata de bitex: 16 March 2009 - 02:26 PM
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#2933
THE_KOBRA

- Incepator
-
- Grup: Members
- Postari: 43
- Inregistrat: 07-October 08
- Gender:Male
- Location:Bucuresti
![]() Postat 16 March 2009 - 08:36 PM
Postat 16 March 2009 - 08:36 PM
b0gdi, la Mar 15 2009, 12:44 AM, a spus:
salut, unde as putea gasi freze pt gravare si nu numai in principal pt materiale moi (mdf, plastic, cablaje) cu prindere mica 3.2
SALUT
poti gasi la OBI freze destul de bunicele si la pret acesibil sunt fabricate de LUX,sau la HORBANCH.Am o freza diamandata de la PROXON care am testat-o cu un dremel 300 pe sticla si merge f bine si daca vrei sa faci gravuri vezi ca au cu mai multe cutite dar nu stiu cum sunt uitate in ambele parti si vezi daca te multumeste ceva.
salut bafta
#2934
hellas
- Junior
-
- Grup: Members
- Postari: 64
- Inregistrat: 20-July 07
Postat 17 March 2009 - 02:23 PM
@Levis
una protejata gasesti aicea
http://www.fisertek....dex_000042.html
Eu am una cu optocuploare doar pentru comanda relee si pana acuma nu am avut probleme.
O interfata este si aicea
http://www.baroneros...i-miei-pcb.html
una protejata gasesti aicea
http://www.fisertek....dex_000042.html
Eu am una cu optocuploare doar pentru comanda relee si pana acuma nu am avut probleme.
O interfata este si aicea
http://www.baroneros...i-miei-pcb.html
Aceasta postare a fost editata de hellas: 17 March 2009 - 02:31 PM
#2937
znecula
- Membru de onoare
-
- Grup: Members
- Postari: 845
- Inregistrat: 03-April 05
- Gender:Male
- Location:Iasi
Postat 22 March 2009 - 08:24 AM
http://www.bestsoftware4download.com/downl...d-pgexmieo.html
Am gasit asta.
Maine voi testa pe masina sa vad cum merge.
Am gasit asta.
Maine voi testa pe masina sa vad cum merge.
#2938
b0gdi
- Nou venit
-
- Grup: Members
- Postari: 9
- Inregistrat: 17-February 09
- Gender:Male
- Location:Cluj-Napoca
Postat 25 March 2009 - 01:11 PM
Salut, atasez niste poze cu cncul meu. Tijele sunt din imprimante, ax filetat M8, motoare bipolare nema17 de 1,25A, freza de la piata (nasoala rau), controler bipolar de 2A per axa, sursa imprimanta. Sunt cam dezamagit de masina deoarece e mult prea elastica. Cine ma poate indruma de unde pot sa cumpar freze tip deget si de gravura cu prindere de 3,17.
Thumbnail atasat


#2939
blackwind
- Senior
-
- Grup: Members
- Postari: 283
- Inregistrat: 06-October 08
- Gender:Male
- Location:ploiesti
- Interests:cnc ,modelism
Postat 25 March 2009 - 02:51 PM
b0gdi, la Mar 25 2009, 01:11 PM, a spus:
Salut, atasez niste poze cu cncul meu. Tijele sunt din imprimante, ax filetat M8, motoare bipolare nema17 de 1,25A, freza de la piata (nasoala rau), controler bipolar de 2A per axa, sursa imprimanta. Sunt cam dezamagit de masina deoarece e mult prea elastica. Cine ma poate indruma de unde pot sa cumpar freze tip deget si de gravura cu prindere de 3,17.
salut.
totusi arata bine....succes pe mai departe , important este sa realizezi ceva.
incearca pentru freze pe la rocast sau plexirom , cauta-i pe google si poate gasesti ce iti trebuie.
stima
#2940
levis
- Junior
-
- Grup: Members
- Postari: 52
- Inregistrat: 13-January 07
Postat 25 March 2009 - 06:57 PM
cine imi poate arata o schema de controler simpla cu L297 si tranzistoare de putere care sa reziste la 2A 1,1 ohmi 200 pasi (http://www.micromed....images/C018.jpg)
frumoasa masina din topicul de mai sus, o idee buna referitor la rulmentii de la axul filetat eu am pus drepti si merg ca naiba parca ar avea nisip inauntru nu vaselina.
astept raspuns urgent dupa ce am gasit clorura ferica sunt dornic sa corodez ceva LPT lam facut asa http://www.fisertek....dex_000042.html
frumoasa masina din topicul de mai sus, o idee buna referitor la rulmentii de la axul filetat eu am pus drepti si merg ca naiba parca ar avea nisip inauntru nu vaselina.
astept raspuns urgent dupa ce am gasit clorura ferica sunt dornic sa corodez ceva LPT lam facut asa http://www.fisertek....dex_000042.html
Arata acest topic










{kind=link}
25 useri citesc topicul
0 membri, 25 vizitatori, 0 utilizatori anonimi
